
Page 433 - ISCAR(TURNING-CATALOG-42-2022)
P. 433
USER GUIDE
•
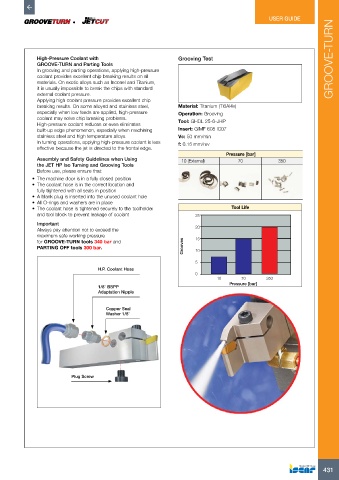
High-Pressure Coolant with Grooving Test GROOVE-TURN
GROOVE-TURN and Parting Tools
In grooving and parting operations, applying high-pressure
coolant provides excellent chip breaking results on all
materials. On exotic alloys such as Inconel and Titanium,
it is usually impossible to break the chips with standard
external coolant pressure.
Applying high coolant pressure provides excellent chip
breaking results. On some alloyed and stainless steel, Material: Titanium (Ti6Al4v)
especially when low feeds are applied, high-pressure Operation: Grooving
coolant may solve chip breaking problems. Tool: GHDL 25-6-JHP
High-pressure coolant reduces or even eliminates
built-up edge phenomenon, especially when machining Insert: GIMF 608 IC07
stainless steel and high temperature alloys. Vc: 50 mm/min
In turning operations, applying high-pressure coolant is less f: 0.15 mm/rev
effective because the jet is directed to the frontal edge.
Pressure [bar]
Assembly and Safety Guidelines when Using 10 (External) 70 350
the JET HP Iso Turning and Grooving Tools
Before use, please ensure that:
• The machine door is in a fully closed position
• The coolant hose is in the correct location and
fully tightened with all seals in position
• A blank plug is inserted into the unused coolant hole
• All O-rings and washers are in place
• The coolant hose is tightened securely to the toolholder Tool Life
and tool block to prevent leakage of coolant 25
Important
Always pay attention not to exceed the 20
maximum safe working pressure
for GROOVE-TURN tools 340 bar and 15
PARTING OFF tools 300 bar. Grooves 10
5
H.P. Coolant Hose
0 TEXT
10 70 350
Pressure [bar]
1/8” BSPP
Adaptation Nipple
Copper Seal
Washer 1/8”
Plug Screw
431