
Page 541 - ISCAR(TURNING-CATALOG-42-2022)
P. 541
USER GUIDE
PARTING
PARTING
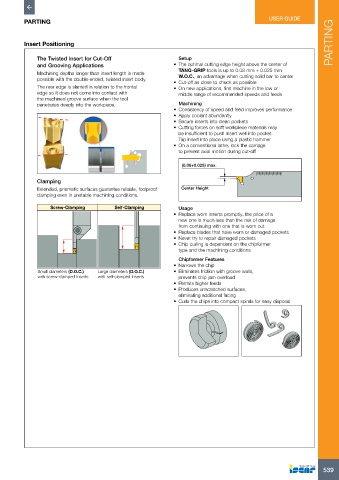
Insert Positioning
The Twisted Insert for Cut-Off Setup
and Grooving Applications • The optimal cutting edge height above the center of
Machining depths longer than insert length is made TANG-GRIP tools is up to 0.08 mm + 0.025 mm
W.O.C., an advantage when cutting solid bar to center
possible with the double-ended, twisted insert body. • Cut-off as close to chuck as possible
The rear edge is slanted in relation to the frontal • On new applications, first machine in the low or
edge so it does not come into contact with middle range of recommended speeds and feeds
the machined groove surface when the tool
penetrates deeply into the workpiece. Machining
• Consistency of speed and feed improves performance
• Apply coolant abundantly
• Secure inserts into clean pockets
• Cutting forces on soft workpiece materials may
be insufficient to push insert well into pocket.
Tap insert into place using a plastic hammer
• On a conventional lathe, lock the carriage
to prevent axial motion during cut-off
(0.08+0.025) max.
Clamping
Extended, prismatic surfaces guarantee reliable, foolproof Center Height
clamping even in unstable machining conditions.
Screw-Clamping Self-Clamping Usage
• Replace worn inserts promptly, the price of a
new one is much less than the risk of damage
from continuing with one that is worn out
• Replace blades that have worn or damaged pockets
• Never try to repair damaged pockets
• Chip curling is dependent on the chipformer
type and the machining conditions
Chipformer Features
• Narrows the chip
Small diameters (D.O.C.) Large diameters (D.O.C.) • Eliminates friction with groove walls,
with screw-clamped Inserts with self-clamped Inserts prevents chip jam overload
• Permits higher feeds
• Produces unscratched surfaces,
eliminating additional facing
• Curls the chips into compact spirals for easy disposal
539