
Page 142 - Carbide drills I Thread cutting tools 2023
P. 142
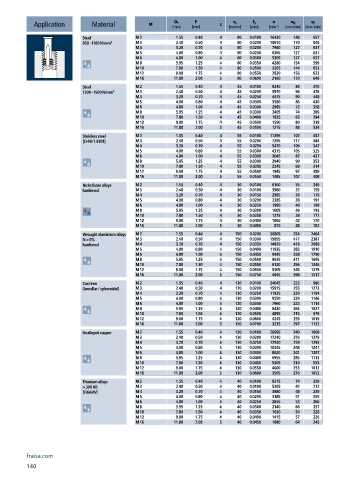
f z
n
v c
P
v f
v fc
D 1
Application Material M [mm] [mm] z [m/min] [mm] [min ] -1 [mm/min] [mm/min]
Steel M 2 1.55 0.40 4 80 0.0100 16430 148 657
850 - 1100 N/mm² M 3 2.40 0.50 4 80 0.0200 10610 170 849
M 4 3.20 0.70 4 80 0.0200 7960 127 637
M 5 4.00 0.80 4 80 0.0250 6365 127 637
M 6 4.80 1.00 4 80 0.0300 5305 127 637
M 8 5.95 1.25 4 80 0.0350 4280 154 599
M 10 7.80 1.50 4 80 0.0500 3265 144 653
M 12 9.00 1.75 4 80 0.0550 2830 156 623
M 16 11.80 2.00 5 80 0.0600 2160 170 648
Steel M 2 1.55 0.40 4 45 0.0100 9240 83 370
1300 - 1500 N/mm² M 3 2.40 0.50 4 45 0.0200 5970 96 478
M 4 3.20 0.70 4 45 0.0250 4475 90 448
M 5 4.00 0.80 4 45 0.0300 3580 86 430
M 6 4.80 1.00 4 45 0.0300 2985 72 358
M 8 5.95 1.25 4 45 0.0300 2405 74 289
M 10 7.80 1.50 4 45 0.0400 1835 65 294
M 12 9.00 1.75 4 45 0.0500 1590 80 318
M 16 11.80 2.00 5 45 0.0550 1215 88 334
Stainless steel M 2 1.55 0.40 4 55 0.0100 11295 102 452
[Cr-Ni/1.4301] M 3 2.40 0.50 4 55 0.0200 7295 117 584
M 4 3.20 0.70 4 55 0.0250 5470 109 547
M 5 4.00 0.80 4 55 0.0300 4375 105 525
M 6 4.80 1.00 4 55 0.0300 3645 87 437
M 8 5.95 1.25 4 55 0.0300 2940 90 353
M 10 7.80 1.50 4 55 0.0350 2245 69 314
M 12 9.00 1.75 4 55 0.0500 1945 97 389
M 16 11.80 2.00 5 55 0.0550 1485 107 408
Nickel base alloys M 2 1.55 0.40 4 30 0.0100 6160 55 246
hardened M 3 2.40 0.50 4 30 0.0100 3980 32 159
M 4 3.20 0.70 4 30 0.0150 2985 36 179
M 5 4.00 0.80 4 30 0.0200 2385 38 191
M 6 4.80 1.00 4 30 0.0250 1990 40 199
M 8 5.95 1.25 4 30 0.0300 1605 49 193
M 10 7.80 1.50 4 30 0.0350 1225 38 172
M 12 9.00 1.75 4 30 0.0400 1060 42 170
M 16 11.80 2.00 5 30 0.0450 810 48 182
Wrought aluminium alloys M 2 1.55 0.40 4 150 0.0200 30805 554 2464
Si < 6% M 3 2.40 0.50 4 150 0.0300 19895 477 2387
hardened M 4 3.20 0.70 4 150 0.0350 14920 418 2089
M 5 4.00 0.80 4 150 0.0400 11935 382 1910
M 6 4.80 1.00 4 150 0.0450 9945 358 1790
M 8 5.95 1.25 4 150 0.0500 8025 411 1605
M 10 7.80 1.50 4 150 0.0550 6120 296 1346
M 12 9.00 1.75 4 150 0.0650 5305 345 1379
M 16 11.80 2.00 5 150 0.0750 4045 398 1517
Cast iron M 2 1.55 0.40 4 120 0.0100 24645 222 986
(lamellar / spheroidal) M 3 2.40 0.50 4 120 0.0200 15915 255 1273
M 4 3.20 0.70 4 120 0.0250 11935 239 1194
M 5 4.00 0.80 4 120 0.0300 9550 229 1146
M 6 4.80 1.00 4 120 0.0350 7960 223 1114
M 8 5.95 1.25 4 120 0.0400 6420 263 1027
M 10 7.80 1.50 4 120 0.0500 4895 215 979
M 12 9.00 1.75 4 120 0.0600 4245 255 1019
M 16 11.80 2.00 5 120 0.0700 3235 297 1132
Unalloyed copper M 2 1.55 0.40 4 130 0.0100 26695 240 1068
M 3 2.40 0.50 4 130 0.0200 17240 276 1379
M 4 3.20 0.70 4 130 0.0250 12930 259 1293
M 5 4.00 0.80 4 130 0.0300 10345 248 1241
M 6 4.80 1.00 4 130 0.0350 8620 241 1207
M 8 5.95 1.25 4 130 0.0400 6955 285 1113
M 10 7.80 1.50 4 130 0.0450 5305 210 955
M 12 9.00 1.75 4 130 0.0550 4600 253 1012
M 16 11.80 2.00 5 130 0.0600 3505 276 1052
Titanium alloys M 2 1.55 0.40 4 40 0.0100 8215 74 329
> 300 HB M 3 2.40 0.50 4 40 0.0100 5305 42 212
[Ti6Al4V] M 4 3.20 0.70 4 40 0.0150 3980 48 239
M 5 4.00 0.80 4 40 0.0200 3185 51 255
M 6 4.80 1.00 4 40 0.0250 2655 53 266
M 8 5.95 1.25 4 40 0.0300 2140 66 257
M 10 7.80 1.50 4 40 0.0350 1630 50 228
M 12 9.00 1.75 4 40 0.0400 1415 57 226
M 16 11.80 2.00 5 40 0.0450 1080 64 243
fraisa.com
140