
Page 154 - Carbide drills I Thread cutting tools 2023
P. 154
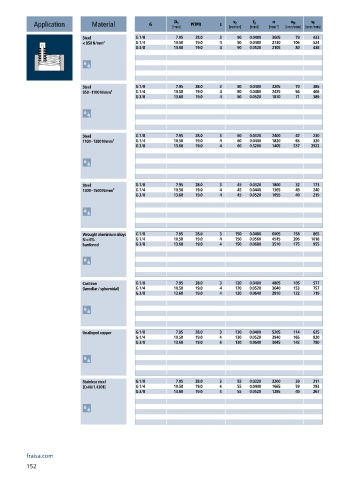
f z
n
v c
v f
D 1
Application Material G [mm] P(TPI) z [m/min] [mm] [min ] -1 [mm/min] [mm/min]
v fc
Steel G 1/8 7.95 28.0 3 90 0.0400 3605 79 433
< 850 N/mm² G 1/4 10.50 19.0 4 90 0.0480 2730 106 524
G 3/8 13.60 19.0 4 90 0.0520 2105 80 438
Steel G 1/8 7.95 28.0 3 80 0.0400 3205 70 385
850 - 1100 N/mm² G 1/4 10.50 19.0 4 80 0.0480 2425 94 466
G 3/8 13.60 19.0 4 80 0.0520 1870 71 389
Steel G 1/8 7.95 28.0 3 60 0.0320 2400 42 230
1100 - 1300 N/mm² G 1/4 10.50 19.0 4 60 0.0440 1820 65 320
G 3/8 13.60 19.0 4 60 0.5200 1405 537 2922
Steel G 1/8 7.95 28.0 3 45 0.0320 1800 32 173
1300 - 1500 N/mm² G 1/4 10.50 19.0 4 45 0.0440 1365 49 240
G 3/8 13.60 19.0 4 45 0.0520 1055 40 219
Wrought aluminium alloys G 1/8 7.95 28.0 3 150 0.0480 6005 158 865
Si < 6% G 1/4 10.50 19.0 4 150 0.0560 4545 206 1018
hardened G 3/8 13.60 19.0 4 150 0.0680 3510 175 955
Cast iron G 1/8 7.95 28.0 3 120 0.0400 4805 105 577
(lamellar / spheroidal) G 1/4 10.50 19.0 4 120 0.0520 3640 153 757
G 3/8 13.60 19.0 4 120 0.0640 2810 132 719
Unalloyed copper G 1/8 7.95 28.0 3 130 0.0400 5205 114 625
G 1/4 10.50 19.0 4 130 0.0520 3940 165 820
G 3/8 13.60 19.0 4 130 0.0640 3045 143 780
Stainless steel G 1/8 7.95 28.0 3 55 0.0320 2200 39 211
[Cr-Ni/1.4301] G 1/4 10.50 19.0 4 55 0.0440 1665 59 293
G 3/8 13.60 19.0 4 55 0.0520 1285 49 267
fraisa.com
152