
Page 134 - GARR_TOOL(CATALOG_INT)
P. 134
Series TMR TOLERANCES
HIGH EFFICIENCY MILLING d1 +.000" –.002" (+.000mm –.050mm)
h6
d2
.4724" 38° 306-307 r +.001" –.001" (+.025mm –.025mm)
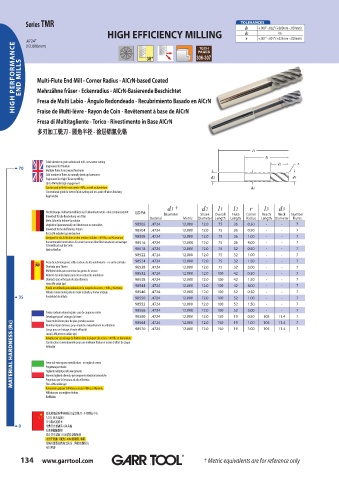
HIGH PERFORMANCE END MILLS Multi-Flute End Mill - Corner Radius - AlCrN-based Coated
(12.000mm)
Mehrzähne fräser - Eckenradius - AlCrN-Basierende Beschichtet
Fresa de Multi Labio - Ángulo Redondeado - Recubrimiento Basado en AlCrN
Fraise de Multi-lèvre - Rayon de Coin - Revêtement à base de AlCrN
Fresa di Multitagliente - Torico - Rivestimento in Base AlCrN
涂层铝氮化铬
多刃加工铣刀 - 圆角半径 - 涂层铝氮化铬
多刃加工铣刀
圆角半径
Solid submicron grain carbide end mill - non-center cutting
6 70 Engineered for Titanium
Multiple flutes for increased feed rates
Odd number of flutes to naturally break up harmonics
Engineered for High Efficiency Milling
Up to 8% Radial (ap) engagement
Can be used to finish most steels <40Rc, as well as aluminium
Conventional grind for better finish cutting and less push off when finishing
Regrindable
d1 † d2 l1 l2 r l3 d3
Hochleistungs- Vollhartmetallfräser aus Feinkornhartmetall - ohne zentrumsschnitt EDP#
Neck
Overall
Shank
Reach
Flute
Entwickelt für die Bearbeitung von Titan Decimal Diameter Metric Diameter Length Length Corner Length Diameter Number
Flutes
Radius
Mehr Zähne für höhere Vorschube
Ungleiche Spannutenzahl, um Vibrationen zu vermeiden 98502 .4724 12.000 12.0 75 26 0.30 - - 7
Entwickelt für hocheffizientes Fräsen 98504 .4724 12.000 12.0 75 26 0.50 - - 7
Bis zu 8% radialen (ap) eintauchen
Geeignet für das Schlichten in den meisten Stählen < 40 HRc, und Aluminium 98508 .4724 12.000 12.0 75 26 1.00 - - 7
Konventionelle Konstruktion für einen besseren Oberfläschezustand und weniger 98516 .4724 12.000 12.0 75 26 4.00 - - 7
Schneiddruck auf der Seite
Nachschleifbar 98518 .4724 12.000 12.0 75 32 0.50 - - 7
98522 .4724 12.000 12.0 75 32 1.00 - - 7
Fresa de submicrograno sólido carburo de alto rendimiento - no corte centrado 98524 .4724 12.000 12.0 75 32 1.50 - - 7
Diseñada para Titanio 98528 .4724 12.000 12.0 75 32 3.00 - - 7
Múltiples labios para aumentar las gamas de avance
Número de labios impar para rotura natural de armónicos 98532 .4724 12.000 12.0 100 42 0.50 - - 7
Diseñado para el fresado de alta eficiencia 98538 .4724 12.000 12.0 100 42 1.50 - - 7
Hasta 8% radial (ap) 98544 .4724 12.000 12.0 100 42 4.00 - - 7
Puede ser utilizada para acabado en la mayoría de aceros < 40Rc, y Aluminio
Afilado convencional para un mejor acabado y menor empuje 98546 .4724 12.000 12.0 100 52 0.50 - - 7
6 35 Posibilidad de afilado 98550 .4724 12.000 12.0 100 52 1.00 - - 7
98552 .4724 12.000 12.0 100 52 1.50 - - 7
98556 .4724 12.000 12.0 100 52 3.00 - - 7
Fraises carbure submicrograin - pas de coupe au centre
Développé pour l´usinage du titane 98560 .4724 12.000 12.0 150 19 0.50 105 11.4 7 7 7
Fraise multi-lèvres pour de plus grandes avances
12.0
MATERIAL HARDNESS (Rc) Adapté pour un usinage de finition dans la plupart des aciers < 40 HRc, et Aluminium
11.4
12.000
.4724
98564
105
1.00
19
150
Nombre impair de lèvres pour empêcher naturellement les vibrations
105
.4724
19
98570
150
12.0
11.4
3.00
12.000
Conçu pour un fraisage à haute efficacité
Jusqu'à 8% amorce radiale (ap)
Construction conventionnelle pour une meilleure finition et moins d´effort de coupe
Affûtable
Fresa sub-micrograno metallo duro - no taglio al centro
Progettata per titanio
Taglienti multipli per alti avanzamenti
Numero taglienti alternato per rompere le vibrazioni armoniche
Progettato per la fresatura ad alta efficienza
Fino a 8% radiale (ap)
Può essere usata per la finitura su acciai <40Hrc, e Alluminio
Affilatura per una migliore finitura
Riaffilabile
高效超细晶粒整体硬质合金立铣刀 - 不切割在中心
专用于钛合金加工
多刃提高进给率
6 0
奇数刃自然破坏刀具共振
有效的擺線銑削
设计并已试加工0.08倍径切削宽度
可用于精加工硬度< 40Rc的钢件,和鋁
常规刃磨提高精加工质量、降低切削阻力
可以重磨
134 www.garrtool.com ® ® ® † Metric equivalents are for reference only