
Page 139 - GARR_TOOL(CATALOG_INT)
P. 139
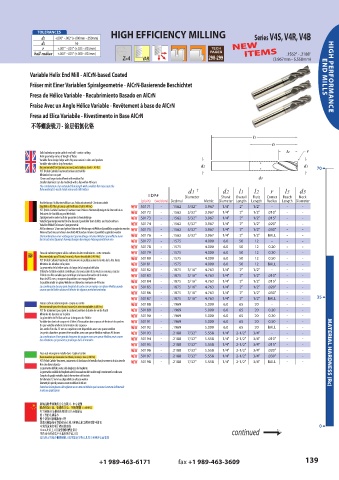
TOLERANCES HIGH EFFICIENCY MILLING Series V4S, V4R, V4B
d1 +.000" –.002" (+.000mm –.050mm)
NEW
d2 h6 NEW
r +.001" –.001" (+.025 –.025mm)
ITEMS
ball radius +.000" –.001" (+.000 –.025mm) ITEMS .1562" - .2188"
298-299 (3.967mm - 5.558mm)
Variable Helix End Mill - AlCrN-based Coated END MILLS HIGH PERFORMANCE
Fräser mit Einer Variablen Spiralgeometrie - AlCrN-Basierende Beschichtet
Fresa de Hélice Variable - Recubrimiento Basado en AlCrN
Fraise Avec un Angle Hélice Variable - Revêtement à base de AlCrN
Fresa ad Elica Variabile - Rivestimento in Base AlCrN
不等螺旋铣刀
涂层铝氮化铬
不等螺旋铣刀 - 涂层铝氮化铬
Solid submicron grain carbide end mill - center cutting
Helix geometry varies of length of flutes
Variable flute design helps with chip evacuation in slots and pockets
Variable rake aids in chip formation
Recommended for titanium, inconel, and stainless steel (< 40 Rc) 70 6
PCT (Polish Carbide Treatment) enhances tool life
Minimizes burr on part
12mm and larger tools offered with weldon flat
Smaller diameters can be modified with a flat within 48 hours
The combination of an extended flute length with a weldon flat may cause the
flute washout to reach inside some end mill holders d1 † d2 l1 l2 r l3 d3
EDP# Diameter Shank Overall Flute Corner Reach Neck
(plain) (weldon) Decimal Metric Diameter Length Length Radius Length Diameter
Hochleistungs- Vollhartmetallfräser aus Feinkornhartmetall - Zentrumsschnitt
Empfohlen für Titan, Inconel, und Rostfreien Stahl (<40 Hrc) NEW 50171 - .1562 5/32" 3.967 1/4" 2" 1/2" - - -
PCT (Polish Carbide Treatment, Treatment zum Polieren Hartmetall) steigert die Stanzeit bis zu
Reduziert die Gratbildung am Werkstück NEW 50172 - .1562 5/32" 3.967 1/4" 2" 1/2" .010" - -
Spiralgeometrie variiert auf der gesamten Schneidenlänge NEW 50173 - .1562 5/32" 3.967 1/4" 2" 1/2" .015" - -
Variable Spannutgeometrie für eine bessere Spanabfuhr beim Schlitz- und Taschenfräsen
Variabler Winkel für bessere Spangeometrie NEW 50174 - .1562 5/32" 3.967 1/4" 2" 1/2" .020" - -
Ab Durchmesser 12 mm und grösser können die Werkzeuge mit Weldon-Spannfläche angeboten werden NEW 50175 - .1562 5/32" 3.967 1/4" 2" 1/2" .030" - -
Kleinere Durchmesser können innerhalb 48 Stunden mit einer Spannfläche geliefert werden
Die Kombination einer verlängerten Spannutlänge mit einer Weldon-Spannfläche kann NEW 50176 - .1562 5/32" 3.967 1/4" 2" 1/2" BALL - -
die Ursache bei Spannut-Auswaschungen bei einigen Fräserspannfuttern sein NEW 50177 - .1575 4.000 6.0 50 12 - - -
NEW 50178 - .1575 4.000 6.0 50 12 0.20 - -
Fresa de submicrograno sólido carburo de alto rendimiento - corte centrado NEW 50179 - .1575 4.000 6.0 50 12 0.30 - -
Recomendado para Titanio, Inconel, y Acero Inoxidable (<40 Hrc) NEW 50180 - .1575 4.000 6.0 50 12 0.50 - -
PCT (Polish Carbide Treatment, Tratamiento de pulido) aumenta la vida de la hta. hasta
Minimiza las rebabas en la pieza NEW 50181 - .1575 4.000 6.0 50 12 BALL - -
La geometría de la hélice varía a lo largo de la longitud del labio
El diseño del labio variable contribuye a la evacuación de la viruta en ranuras y cajeras NEW 50182 - .1875 3/16" 4.763 1/4" 2" 1/2" - - -
El labio con filo variable que contribuye a la buena formación de la viruta NEW 50183 - .1875 3/16" 4.763 1/4" 2" 1/2" .010" - -
Htas de Ø12 mm. y mayores disponibles con mango Weldon
Es posible añadir un plano Weldon en diámetros menores en 48 horas NEW 50184 - .1875 3/16" 4.763 1/4" 2" 1/2" .015" - -
La combinación de una gran longitud de corte con un mango con plano Weldon puede NEW 50185 - .1875 3/16" 4.763 1/4" 2" 1/2" .020" - -
causar que del labio alcance el interior de algunos portaherramientas
NEW 50186 - .1875 3/16" 4.763 1/4" 2" 1/2" .030" - -
NEW 50187 - .1875 3/16" 4.763 1/4" 2" 1/2" BALL - - 35 6
Fraises carbure submicrograin - coupe au centre NEW 50188 - .1969 5.000 6.0 65 20 - - -
Recommandé pour les titane, inconel, et aciers inoxydables (<40 Hrc)
PCT (le traitement pour polir le carbure) améliore la durée de vie de l’outil NEW 50189 - .1969 5.000 6.0 65 20 0.20 - -
Minimise les bavures sur la pièce NEW 50190 - .1969 5.000 6.0 65 20 0.30 - -
La géométrie de l’hélice varie sur la longueur de l’hélice
Variable des dents de coupe est d'aider à l'évacuation des copeaux de fentes et des poches NEW 50191 - .1969 5.000 6.0 65 20 0.50 - -
Un pas variable améliore la formation des copeaux
Des outils d’un dia. 12 mm ou supérieur sont disponibles avec une queue weldon NEW 50192 - .1969 5.000 6.0 65 20 BALL - -
Les petits diamètres peuvent être modifies avec une queue Weldon endéans 48 heures NEW 50193 - .2188 7/32" 5.558 1/4" 2-1/2" 3/4" - - -
La combinaison d’une grande longueur de goujure avec une queue Weldon peut causer
des vibrations qui peuvent se prolonger dans le mandrin NEW 50194 - .2188 7/32" 5.558 1/4" 2-1/2" 3/4" .010" - -
NEW 50195 - .2188 7/32" 5.558 1/4" 2-1/2" 3/4" .015" - -
NEW 50196 - .2188 7/32" 5.558 1/4" 2-1/2" 3/4" .020" - -
Fresa sub-micrograno metallo duro - taglio al centro MATERIAL HARDNESS (Rc)
Raccomandata per lavorazioni su titanio, inconel, e inox (<40 Hrc) NEW 50197 - .2188 7/32" 5.558 1/4" 2-1/2" 3/4" .030" - -
PCT (Polish Carbide Treatment, trattamento di lucidatura del metallo duro) incrementa la vita utensile NEW 50198 - .2188 7/32" 5.558 1/4" 2-1/2" 3/4" BALL - -
Non crea bava sul pezzo
La geometria dell’elica varia sulla lunghezza del tagliente
La geometria variabile del tagliente aiuta l’evacuazione del truciolo negli svuotamenti e nelle cave
L’angolo di spoglia variabile aiuta la formazione del truciolo
Dal diametro 12 mm in su disponibili con attacco weldon
Diametri più piccoli possono essere modificati in 48 ore
Estendere la lunghezza del tagliente su un attacco Weldon può causare la rottura dell’utensile
in alcune applicazioni
超细晶粒整体硬质合金立铣刀 - 中心切削
推荐的加工钛,铬镍铁合金,不锈钢钢 (<40HRC)
PCT(硬质合金抛光处理)使刀具寿命提高
使工件的毛刺最少
整个切削刃的螺旋角可变
切削刃螺旋角可变的设计有利于碎屑在加工槽和型腔中排出
可变的前角有利于碎屑的形成 0 6
12mm及以上刀具提供侧固槽位设计 continued ?
可在48小时内生产小直径的平底刀具
过长的刀刃结合侧固槽的刀具可能会导致刀具夹头受到冲击而损坏
+1 989-463-6171 fax +1 989-463-3609 139