
Page 180 - GARR_TOOL(CATALOG_INT)
P. 180
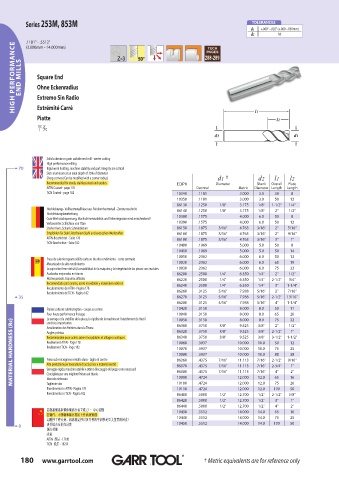
Series 253M, 853M TOLERANCES
d1 +.000" –.002" (+.000 –.050mm)
d2 h6
.1181" - .5512" 288-289
HIGH PERFORMANCE END MILLS Square End
(3.000mm - 14.000mm)
Ohne Eckenradius
Extremo Sin Radio
Extrémité Carré
Piatte
平头
平头
Solid submicron grain carbide end mill - center cutting
High performance milling
70 Rigid work holding, machine stability and part integrity are critical!
6
Slots aluminum at an axial depth of 25% of diameter
Sharp corners (Can be modified with a corner radius) d1 † d2 l1 l2
Recommended for steels, stainless steel and exotics EDP# Diameter Shank Overall Flute
AlTiN Coated - page 178 Decimal Metric Diameter Length Length
TiCN Coated - page 182 10340 .1181 3.000 3.0 38 8
10350 .1181 3.000 3.0 50 12
86130 .1250 1/8" 3.175 1/8" 1-1/2" 1/4"
Hochleistungs- Vollhartmetallfräser aus Feinkornhartmetall - Zentrumsschnitt 86140 .1250 1/8" 3.175 1/8" 2" 1/2"
Hochleistungsbearbeitung
Gute Werkstückspannung, Machschinenstabilität und Teileintegration sind entscheidend ! 10380 .1575 4.000 6.0 50 8
Verbessertes Schlichten von Titan 10390 .1575 4.000 6.0 50 12
Starker Kern, Scharfe Schneidecken 86150 .1875 3/16" 4.763 3/16" 2" 5/16"
Empfohlen für Stahl, Rostfreiem Stahl und exotischen Werkstoffen 86160 .1875 3/16" 4.763 3/16" 2" 9/16"
AlTiN-Beschichtet - Seite 178 86180 .1875 3/16" 4.763 3/16" 3" 1"
TiCN-Beschichtet - Seite 182
10400 .1969 5.000 5.0 50 8
10410 .1969 5.000 5.0 50 14
10010 .2362 6.000 6.0 50 12
Fresa de submicrograno sólido carburo de alto rendimiento - corte centrado
Mecanizado de alto rendimiento 10020 .2362 6.000 6.0 65 19
La sujección firme del útil, la estabilidad de la máquina y la integridad de las piezas son cruciales 10030 .2362 6.000 6.0 75 32
Acabados mejorados en titanio 86200 .2500 1/4" 6.350 1/4" 2" 1/2"
Núcleo pesado, Esquinas afiladas 86220 .2500 1/4" 6.350 1/4" 2-1/2" 3/4"
Recomendado para aceros, acero inoxidable y materiales exóticos 86240 .2500 1/4" 6.350 1/4" 3" 1-1/4"
Recubrimiento de AlTiN - Página 178
Recubrimiento de TiCN - Página 182 86260 .3125 5/16" 7.938 5/16" 2" 7/16"
35 86270 .3125 5/16" 7.938 5/16" 2-1/2" 13/16"
6
86280 .3125 5/16" 7.938 5/16" 4" 1-1/4"
Fraises carbure submicrograin - coupe au centre 10420 .3150 8.000 8.0 50 11
8.0
Pour haute performance fraisage 10040 .3150 3/8" 8.000 3/8" 2-1/2" 1/2"
65
20
Le serrage et la stabilite de la piece, la rigidite de la machine et l’atatchment de l’outil
.3150
10050
75
32
8.0
8.000
MATERIAL HARDNESS (Rc) Recommandee pour aciers, aciers inoxydables et alliages exotiques 86340 .3750 7/16" 10.000 7/16" 3-1/2" 1-1/2"
sont tres importantes
2"
.3750
9.525
86300
Amelioration des finitions dans le Titane
9.525
1"
86320
3/8"
.3750
3/8"
Angles pointus
9.525
3/8"
3/8"
Revêtement AlTiN - Page 178
12
.3937
50
10060
10.0
Revêtement TiCN - Page 182
.3937
10.000
10070
10.0
25
75
10080
88
38
10.000
10.0
.3937
Fresa sub-micrograno metallo duro - taglio al centro
86360
11.113
2-1/2"
9/16"
.4375
Alte prestazioni per lavorazioni di acciai, inox e materiali esotici
2-3/4"
7/16"
.4375
7/16"
86370
1"
11.113
Serraggio rigido, macchina stabile e ottimo bloccaggio del pezzo sono necessari!
4"
Consigliata per una migliore finitura sul titanio
16
12.0
12.000
.4724
65
10090
Nocciolo rinforzato
26
75
12.000
.4724
10100
12.0
Tagliente vivo
12.0
Rivestimento in AlTiN - Pagina 178 86380 .4375 7/16" 11.113 7/16" 100 2"
10110
.4724
50
12.000
Rivestimento in TiCN - Pagina 182 86400 .5000 1/2" 12.700 1/2" 2-1/2" 5/8"
86420 .5000 1/2" 12.700 1/2" 3" 1"
86440 .5000 1/2" 12.700 1/2" 4" 2"
高效超细晶粒整体硬质合金立铣刀 - 中心切削 10430 .5512 14.000 14.0 65 16
在钢件、不锈钢和稀有材质上作高效铣削
高刚性工件夹持、机床稳定性以及零件的牢固性是至关重要的因素! 10440 .5512 14.000 14.0 75 25
0 改善钛合金的光洁度 10450 .5512 14.000 14.0 100 50
强力芯部
6
尖角
AlTiN 涂层 - 178页
TiCN 涂层 - 182页
180 www.garrtool.com ® ® ® † Metric equivalents are for reference only