
Page 296 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 296
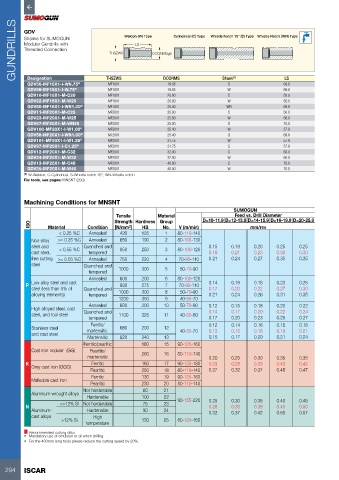
GUNDRILLS GDV THSZWS Weldon (W) Type DCONMSg6 Cylindrical (C) Type Whistle Notch 15° (S) Type Whistle Notch (WN) Type
Shanks for SUMOGUN
Modular Gundrills with
LS
Threaded Connection
LS
Designation
S
19.05
MF16X1
GDV56-MF16X1-I-WN.75" THSZWS DCONMS Shank (1) 69.8
GDV99-MF16X1-I-W.75" MF16X1 19.05 W 69.8
GDV10-MF16X1-M-C20 MF16X1 20.00 C 50.0
GDV22-MF16X1-M-W20 MF16X1 20.00 W 50.0
GDV80-MF16X1-I-WN1.00" MF16X1 25.40 WN 69.8
GDV11-MF20X1-M-C25 MF20X1 25.00 C 56.0
GDV23-MF20X1-M-W25 MF20X1 25.00 W 56.0
GDV57-MF20X1-M-WN25 MF20X1 25.00 S 70.0
GDV100-MF20X1-I-W1.00" MF20X1 25.40 W 57.9
GDV58-MF20X1-I-WN1.00" MF20X1 25.40 S 69.8
GDV101-MF20X1-I-W1.25" MF20X1 31.75 W 57.9
GDV97-MF20X1-I-C1.25" MF20X1 31.75 C 57.9
GDV12-MF20X1-M-C32 MF20X1 32.00 C 60.0
GDV24-MF20X1-M-W32 MF20X1 32.00 W 60.0
GDV13-MF20X1-M-C40 MF20X1 40.00 C 70.0
GDV25-MF20X1-M-W40 MF20X1 40.00 W 70.0
(1) W-Weldon, C-Cylindrical, S-Whistle notch 15°, WN-Whistle notch
For tools, see pages: MNSNT (293)
Machining Conditions for MNSNT
SUMOGUN
Tensile Material Feed vs. Drill Diameter
ISO Material Condition Strength Hardness Group V (m/min) D=10-11.9 D=12-13.9 D=14-15.9 D=16-19.9 D=20-25.9
mm/rev
2
[N/mm ]
HB
No.
< 0.25 %C Annealed 420 125 1 80-110-140
Non-alloy >= 0.25 %C Annealed 650 190 2 80-105-130
steel and < 0.55 %C Quenched and 850 250 3 80-100-120 0.15 0.18 0.20 0.25 0.25
cast steel, tempered 0.18 0.21 0.23 0.30 0.30
free cutting >= 0.55 %C Annealed 750 220 4 70-90-110 0.21 0.24 0.27 0.35 0.35
steel Quenched and
tempered 1000 300 5 50-70-90
Annealed 600 200 6 80-100-120
Low alloy steel and cast 0.14 0.16 0.18 0.23 0.25
P 930 275 7 70-90-110
steel (less than 5% of Quenched and 0.17 0.20 0.22 0.27 0.30
alloying elements) tempered 1000 300 8 50-70-90 0.21 0.24 0.26 0.31 0.35
1200 350 9 40-55-70
Annealed 680 200 10 50-70-90 0.12 0.15 0.18 0.20 0.22
High alloyed steel, cast 0.14 0.17 0.20 0.22 0.24
steel, and tool steel Quenched and 1100 325 11 40-60-80
tempered 0.17 0.20 0.23 0.25 0.27
Ferritic/ 0.12 0.14 0.16 0.16 0.18
Stainless steel martensitic. 680 200 12 40-55-70 0.13 0.15 0.18 0.19 0.21
and cast steel
Martensitic 820 240 13 0.15 0.17 0.20 0.21 0.24
Ferritic/pearlitic 180 15 90-125-160
Cast iron nodular (GG) Pearlitic/
martensitic 260 16 80-110-140 0.20 0.25 0.30 0.35 0.35
K Ferritic 160 17 90-135-180 0.23 0.28 0.33 0.40 0.42
Grey cast iron (GGG)
Pearlitic 250 18 80-110-140 0.27 0.32 0.37 0.45 0.47
Ferritic 130 19 90-125-160
Malleable cast iron
Pearlitic 230 20 80-110-140
Not hardenable 60 21
Aluminum-wrought alloys
Hardenable 100 22
<=12% Si Not hardenable 75 23 90-155-220 0.25 0.30 0.35 0.40 0.45
N 0.28 0.33 0.38 0.45 0.50
Aluminum- Hardenable 90 24 0.32 0.37 0.42 0.50 0.57
cast alloys High
>12% Si 130 25 80-120-160
temperature
Recommended cutting data
• Mandatory use of emulsion or oil when drilling
• For the 400mm long tools please reduce the cutting speed by 20%.
294 ISCAR