
Page 300 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 300
USER GUIDE
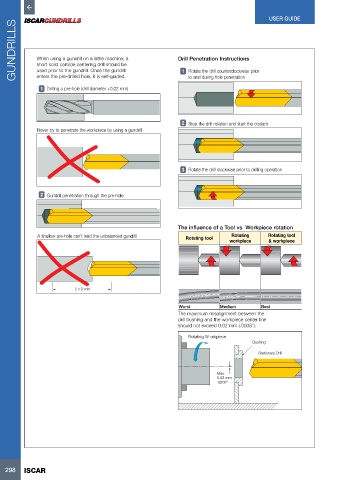
GUNDRILLS When using a gundrill on a lathe machine, a Drill Penetration Instructions
short solid carbide centering drill should be
used prior to the gundrill. Once the gundrill
enters the pre-drilled hole, it is self-guided.
to and during hole penetration
1 Drilling a pre-hole (drill diameter +0.02 mm) 1 Rotate the drill counterclockwise prior
2 Stop the drill rotation and start the coolant
Never try to penetrate the workpiece by using a gundrill
3 Rotate the drill clockwise prior to drilling operation
2 Gundrill penetration through the pre-hole
The influence of a Tool vs. Workpiece rotation
A shallow pre-hole can’t lead the unbalanced gundrill Rotating tool Rotating Rotating tool
workpiece & workpiece
2 x D min
Worst Medium Best
The maximum misalignment between the
drill bushing and the workpiece center line
should not exceed 0.02 mm (.0008”).
Rotating W orkpiece
Bushing
Stationary Drill
Max.
0.02 mm
.0008"
298 ISCAR