
Page 302 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 302
USER GUIDE
GUNDRILLS Drilling capacity and finish of the drilled hole are dependent Profile C
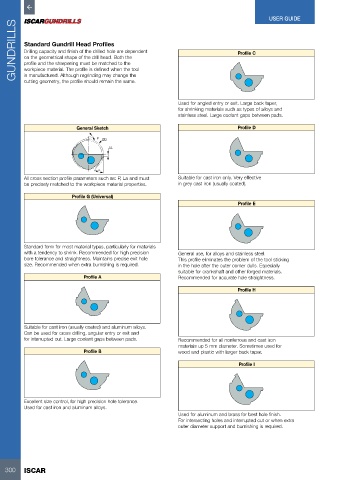
Standard Gundrill Head Profiles
on the geometrical shape of the drill head. Both the
profile and the sharpening must be matched to the
workpiece material. The profile is defined when the tool
is manufactured. Although regrinding may change the
cutting geometry, the profile should remain the same.
Used for angled entry or exit. Large back taper,
for shrinking materials such as types of alloys and
stainless steel. Large coolant gaps between pads.
General Sketch Profile D
P ØD
La
α
All cross section profile parameters such as: P, La and must Suitable for cast iron only. Very effective
be precisely matched to the workpiece material properties. in grey cast iron (usually coated).
Profile G (Universal)
Profile E
Standard form for most material types, particularly for materials
with a tendency to shrink. Recommended for high precision General use, for alloys and stainless steel.
bore tolerance and straightness. Maintains precise exit hole This profile eliminates the problem of the tool sticking
size. Recommended when extra burnishing is required. in the hole after the outer corner dulls. Especially
suitable for crankshaft and other forged materials.
Profile A Recommended for accurate hole straightness.
Profile H
Suitable for cast iron (usually coated) and aluminum alloys.
Can be used for cross drilling, angular entry or exit and
for interrupted cut. Large coolant gaps between pads. Recommended for all nonferrous and cast iron
materials up 5 mm diameter. Sometimes used for
Profile B wood and plastic with larger back taper.
Profile I
Excellent size control, for high precision hole tolerance.
Used for cast iron and aluminum alloys.
Used for aluminum and brass for best hole finish.
For intersecting holes and interrupted cut or when extra
outer diameter support and burnishing is required.
300 ISCAR