
Page 291 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 291
USER GUIDE
GUNDRILLS
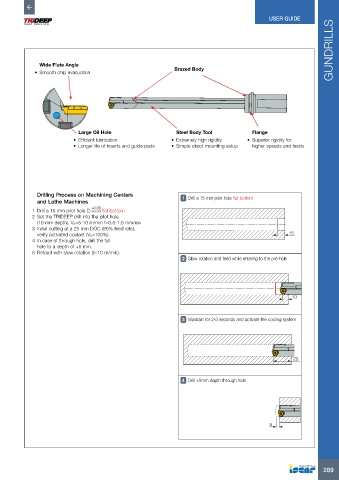
Wide Flute Angle
• Smooth chip evacuation Brazed Body
Large Oil Hole Steel Body Tool Flange
• Efficient lubrication • Extremely high rigidity • Superior rigidity for
• Longer life of inserts and guide pads • Simple direct mounting setup higher speeds and feeds
Drilling Process on Machining Centers 1 Drill a 15 mm pilot hole flat bottom
and Lathe Machines
+0.05
1 Drill a 15 mm pilot hole D +0.03 flat bottom
2 Set the TRIDEEP drill into the pilot hole
(10 mm depth). Vc=5-10 m/min f=0.5-1.0 mm/rev
3 Initial cutting at a 25 mm DOC (80% feed rate),
verify activated coolant (Vc=100%). 15
4 In case of through hole, drill the full
hole to a depth of +5 mm.
5 Retract with slow rotation (5-10 m/min).
2 Slow rotation and feed while entering to the pre-hole
10
3 Maintain for 2-3 seconds and activate the cooling system
25
4 Drill +5mm depth through hole
5
289