
Page 108 - ISCAR(MILLINGCATALOG 38_2021)
P. 108
SELECTION GUIDE
ENDMILLS • SOLID CARBIDE • MULTI-MASTER
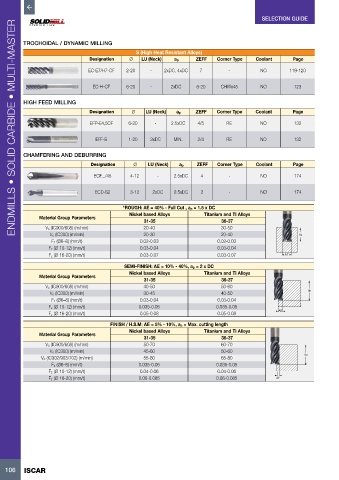
TROCHOIDAL / DYNAMIC MILLING
S (High Heat Resistant Alloys)
Designation Ø LU (Neck) ap ZEFF Corner Type Coolant Page
EC-E7/H7-CF 2-20 - 2xDC, 4xDC 7 - NO 119-120
EC-H-CF 6-20 - 2xDC 6-20 CHWx45 NO 123
HIGH FEED MILLING
Designation Ø LU (Neck) ap ZEFF Corner Type Coolant Page
EFP-E4,5CF 6-20 - 2.5xDC 4/5 RE NO 132
EFF-S 1-20 3xDC MIN. 2/4 RE NO 132
CHAMFERING AND DEBURRING
Designation Ø LU (Neck) ap ZEFF Corner Type Coolant Page
ECF.../45 4-12 - 2.5xDC 4 - NO 174
ECD-S2 3-12 2xDC 0.5xDC 2 - NO 174
*ROUGH: AE = 40% - Full Cut , ap = 1.5 x DC
Nickel based Alloys Titanium and Ti Alloys
Material Group Parameters
31-35 36-37
Vc (IC900/608) (m/min) 20-40 30-50
Vc (IC300) (m/min) 20-30 20-40 ap
Fz (Ø6–8) (mm/t) 0.02-0.03 0.02-0.03
Fz (Ø 10-12) (mm/t) 0.03-0.04 0.03-0.04
Fz (Ø 16-20) (mm/t) 0.03-0.07 0.03-0.07 AE
SEMI-FINISH: AE = 10% - 40%, ap = 2 x DC
Nickel based Alloys Titanium and Ti Alloys
Material Group Parameters
31-35 36-37
Vc (IC900/608) (m/min) 40-50 50-60
Vc (IC300) (m/min) 30-45 40-50 ap
Fz (Ø6–8) (mm/t) 0.03-0.04 0.03-0.04
Fz (Ø 10-12) (mm/t) 0.035-0.05 0.035-0.05
Fz (Ø 16-20) (mm/t) 0.05-0.08 0.05-0.08 AE
FINISH / H.S.M: AE = 5% - 10%, ap = Max. cutting length
Nickel based Alloys Titanium and Ti Alloys
Material Group Parameters
31-35 36-37
Vc (IC900/608) (m/min) 50-70 60-70
Vc (IC300) (m/min) 45-60 50-60
Vc (IC902/903/702) (m/min) 55-80 65-80 ap
Fz (Ø6–8) (mm/t) 0.035-0.05 0.035-0.05
Fz (Ø 10-12) (mm/t) 0.04-0.06 0.04-0.06
Fz (Ø 16-20) (mm/t) 0.06-0.085 0.06-0.085 AE
106 ISCAR