
Page 113 - ISCAR(MILLINGCATALOG 38_2021)
P. 113
SELECTION GUIDE
Table of Contents
Cutting Workpiece No. of Diameter
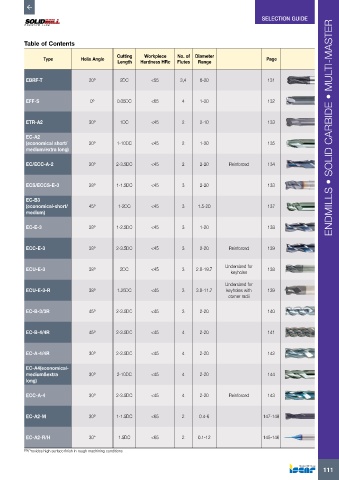
Type Helix Angle Page
Length Hardness HRc Flutes Range
EBRF-T 20º 2DC <55 3,4 6-20 131
EFF-S 0º 0.05DC <65 4 1-20 132
ETR-A2 30º 1DC <45 2 2-10 133 ENDMILLS • SOLID CARBIDE • MULTI-MASTER
EC-A2
(economical short/ 30º 1-10DC <45 2 1-20 135
medium/extra long)
EC/ECC-A-2 30º 2-3.5DC <45 2 2-20 Reinforced 134
ECS/ECCS-E-3 38º 1-1.5DC <45 3 2-20 133
EC-B3
(economical-short/ 45º 1-2DC <45 3 1.5-20 137
medium)
EC-E-3 38º 1-2.5DC <45 3 1-20 138
ECC-E-3 38º 2-3.5DC <45 3 2-20 Reinforced 139
ECU-E-3 38º 2DC <45 3 2.8-19.7 Undersized for 138
keyholes
Undersized for
ECU-E-3-R 38º 1.25DC <45 3 3.8-11.7 keyholes with 139
corner radii
EC-B-3/3R 45º 2-3.5DC <45 3 2-20 140
EC-B-4/4R 45º 2-3.5DC <45 4 2-20 141
EC-A-4/4R 30º 2-3.5DC <45 4 2-20 142
EC-A4(economical-
medium&extra 30º 2-10DC <45 4 2-20 144
long)
ECC-A-4 30º 2-3.5DC <45 4 2-20 Reinforced 143
EC-A2-M 30º 1-1.5DC <65 2 0.4-6 147-148
EC-A2-R/H 30° 1.5DC <65 2 0.1-12 145-146
(1) Provides high surface finish in rough machining conditions
111