
Page 115 - ISCAR(MILLINGCATALOG 38_2021)
P. 115
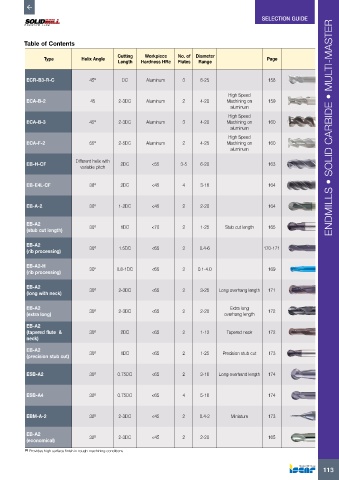
SELECTION GUIDE
Table of Contents
Cutting Workpiece No. of Diameter
Type Helix Angle Page
Length Hardness HRc Flutes Range
ECR-B3-R-C 45º DC Aluminum 3 8-25 158
High Speed
ECA-B-2 45 2-3DC Aluminum 2 4-20 Machining on 159
aluminum
High Speed
ECA-B-3 45º 2-3DC Aluminum 3 4-20 Machining on 160
aluminum ENDMILLS • SOLID CARBIDE • MULTI-MASTER
High Speed
ECA-F-2 55º 2-5DC Aluminum 2 4-25 Machining on 160
aluminum
Different helix with
EB-H-CF 2DC <55 3-5 6-20 163
variable pitch
EB-E4L-CF 38º 2DC <45 4 3-16 164
EB-A-2 30º 1-2DC <45 2 2-20 164
EB-A2 30º
(stub cut length) 1DC <70 2 1-25 Stub cut length 165
EB-A2 30º
(rib processing) 1.5DC <65 2 0.4-6 170-171
EB-A2-H
(rib processing) 30° 0.8-1DC <65 2 0.1-4.0 169
EB-A2 30º
(long with neck) 2-3DC <65 2 3-25 Long overhang length 171
EB-A2 Extra long
(extra long) 30º 2-3DC <65 2 2-20 overhang length 172
EB-A2
(tapered flute & 30º 2DC <65 2 1-12 Tapered neck 172
neck)
EB-A2 30º
(precision stub cut) 1DC <65 2 1-25 Precision stub cut 173
ESB-A2 30º 0.75DC <65 2 3-16 Long overhand length 174
ESB-A4 30º 0.75DC <65 4 5-16 174
EBM-A-2 30º 2-3DC <45 2 0.4-2 Miniature 173
EB-A2 30º 2-3DC <45 2 2-20 165
(economical)
(1) Provides high surface finish in rough machining conditions
113