
Page 383 - ISCAR(MILLINGCATALOG 38_2021)
P. 383
USER GUIDE
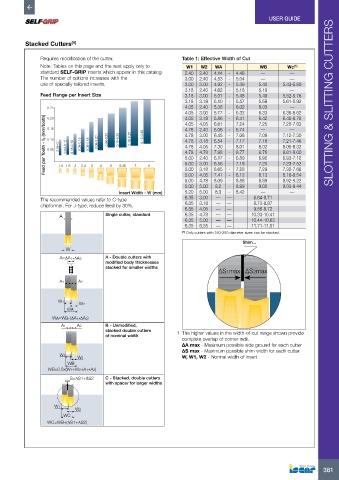
Stacked Cutters (1)
Requires modification of the cutter. Table 1: Effective Width of Cut
Note: Tables on this page and the next apply only to W1 W2 WA WB Wc (1)
standard SELF-GRIP inserts which appear in this catalog. 2.40 2.40 4.14 - 4.48 — —
The number of options increases with the 3.00 2.40 4.53 - 5.04 — —
use of specially tailored inserts. 3.00 3.00 4.92 - 5.39 5.40 5.43-5.60
3.18 2.40 4.62 - 5.18 5.19 —
Feed Range per Insert Size 3.18 3.00 5.01 - 5.48 5.49 5.52-5.76
3.18 3.18 5.10 - 5.57 5.58 5.61-5.92 SLOTTING & SLITTING CUTTERS
0.25 4.05 2.40 5.38 - 6.02 6.03 —
4.05 3.00 5.77 - - - 6.32 6.33 6.36-6.62
Feed per Tooth - fz (mm/tooth) 0.15 0.04-0.1 0.04-0.12 0.05-0.13 0.06-0.15 0.06-0.18 0.08-0.20 0.08-0.22 0.10-0.25 0.10-0.25 0.12-0.30 4.78 2.40 6.06 - - - - - - 6.74 7.09 7.12-7.30
6.45-6.78
6.42
3.18
4.05
6.41
5.86
0.20
7.25
6.61
7.28-7.63
7.24
4.05
4.05
—
—
3.00
7.08
6.45
4.78
0.10
7.18
6.54
4.78
7.21-7.46
7.17
3.18
4.78
4.05
7.30
8.01
8.05-8.32
8.02
0.05
8.78
4.78
8.81-9.00
4.78
7.98
8.77
6.93-7.12
6.90
2.40
6.17
6.89
5.00
5.00
7
3
4
6.35
2.4
1.4
5
2
8
1.6
7.28
3.18
6.65
7.32-7.68
5.00
7.29
4.05
8.12
5.00
8.13
8.16-8.54
7.41
8.89
8.09
4.78
5.00 3.00 6.56 - - - - 7.19 7.20 7.23-7.52
8.88
8.92-9.22
5.00 5.00 8.2 - 8.99 9.00 9.03-9.44
Insert Width - W (mm) 5.20 5.00 8.3 - 8.42 — —
The recommended values refer to C-type 6.35 3.00 — — 8.64-8.71
—
—
chipformer. For J-type, reduce feed by 30%. 6.35 3.18 8.73-8.87
6.35 4.05 — — 9.56-9.72
A Single cutter, standard 6.35 4.78 — — 10.33-10.41
6.35 5.00 — — 10.44-10.63
6.35 6.35 — — 11.71-11.81
(1) Only cutters with 160-250 diameter sizes can be stacked.
Shim...
W
A - Double cutters with
A=ΔA 1+ΔA2
modified body thicknesses
stacked for smaller widths
∆S1max ∆S 2max
A1 A2
W1
W2
WA
WA=WB-(ΔA 1 +ΔA 2)
A1 A2 B - Unmodified,
stacked double cutters 1 The higher values in the width-of-cut range shown provide
of nominal width
complete overlap of corner radii.
∆A max - Maximum possible side ground for each cutter
∆S max - Maximum possible shim width for each cutter
W1
W2 W, W1, W2 - Normal width of insert
WB
WB=0.5x(W1+W2+A1+A2)
S=ΔS1+ΔS2 C - Stacked, double cutters
with spacer for larger widths
W1
W2
WC
WC=WB+(ΔS1+ΔS2)
381