
Page 384 - ISCAR(MILLINGCATALOG 38_2021)
P. 384
USER GUIDE
SLOTTING & SLITTING CUTTERS
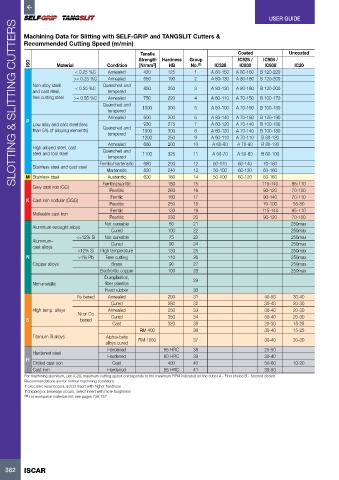
Machining Data for Slitting with SELF-GRIP and TANGSLIT Cutters &
Recommended Cutting Speed (m/min)
Tensile Coated Uncoated
Strength Hardness Group IC928 / IC908 /
ISO Material Condition [N/mm ] HB No. (1) IC328 IC830 IC808 IC20
2
< 0.25 %C Annealed 420 125 1 A 80-150 A 80-160 B 120-220
>= 0.25 %C Annealed 650 190 2 A 80-130 A 80-180 B 120-200
Non-alloy steel Quenched and
and cast steel, < 0.55 %C tempered 850 250 3 A 80-130 A 80-180 B 120-200
free cutting steel >= 0.55 %C Annealed 750 220 4 A 60-110 A 70-150 B 100-170
Quenched and
tempered 1000 300 5 A 60-100 A 70-160 B 100-180
Annealed 600 200 6 A 80-140 A 70-160 B 120-190
P
Low alloy and cast steel (less 930 275 7 A 60-120 A 70-140 B 100-180
than 5% of alloying elements) Quenched and 1000 300 8 A 60-120 A 70-140 B 100-180
tempered
1200 350 9 A 60-110 A 70-110 B 80-120
Annealed 680 200 10 A 60-80 A 70-90 B 80-120
High alloyed steel, cast
steel and tool steel Quenched and 1100 325 11 A 50-70 A 50-80 B 60-100
tempered
Ferritic/martensitic 680 200 12 50-110 60-140 70-180
Stainless steel and cast steel
Martensitic 820 240 13 50-100 60-120 60-160
M Stainless steel Austenitic 600 180 14 50-100 60-120 60-160
Ferritic/pearlitic 180 15 115-140 95-110
Grey cast iron (GG)
Pearlitic 260 16 90-120 70-100
Ferritic 160 17 90-140 70-110
K Cast iron nodular (GGG)
Pearlitic 250 18 70-100 55-80
Ferritic 130 19 115-140 95-110
Malleable cast iron
Pearlitic 230 20 90-120 70-100
Not cureable 60 21 250max
Aluminum-wrought alloys
Cured 100 22 250max
<=12% Si Not cureable 75 23 250max
Aluminum- Cured 90 24 250max
cast alloys
>12% Si High temperature 130 25 250max
N >1% Pb Free cutting 110 26 250max
Copper alloys Brass 90 27 250max
Electrolitic copper 100 28 250max
Duroplastics, 29
Non-metallic fiber plastics
Hard rubber 30
Fe based Annealed 200 31 40-50 30-40
Cured 280 32 30-40 20-30
High temp. alloys Annealed 250 33 30-40 20-30
Ni or Co
S based Cured 350 34 30-40 20-30
Cast 320 35 20-30 15-25
RM 400 36 30-40 15-25
Titanium Ti alloys Alpha+beta
alloys cured RM 1050 37 30-40 20-30
Hardened 55 HRC 38 25-50
Hardened steel Hardened 60 HRC 39 30-40
H
Chilled cast iron Cast 400 40 50-60 10-20
Cast iron Hardened 55 HRC 41 30-50
For machining aluminum, use IC20, maximum cutting speed corresponds to the maximum RPM indicated on the cutter A - First choice B - Second choice
Recommendations are for normal machining conditions
If excessive wear occurs, select insert with higher hardness
If chipping or breakage occurs, select insert with more toughness
(1) For workpiece materials list, see pages 728-757
382 ISCAR