
Page 485 - ISCAR(MILLINGCATALOG 38_2021)
P. 485
X45PN-R-S X75PN-R-S
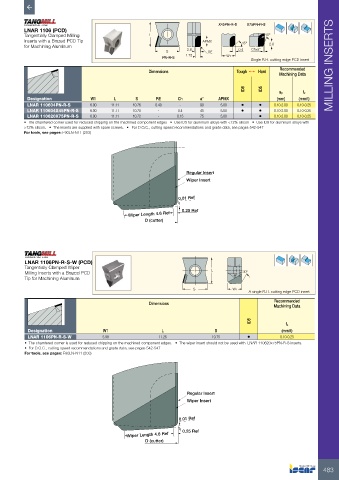
LNAR 1106 (PCD)
Tangentially Clamped Milling L 15°
Inserts with a Brazed PCD Tip APMX 45°
for Machining Aluminum 2.0
S 2.6 RE 0.4 Chxa°
1.75 W1
PN-R-S
Single R.H. cutting edge PCD insert
Dimensions Tough 1 Hard Recommended MILLING INSERTS
Machining Data
ID8 ID5
ap fz
Designation W1 L S RE Ch a° APMX (mm) (mm/t)
LNAR 110604PN-R-S 6.00 11.11 10.76 0.40 - 90 5.00 • • 0.10-2.00 0.10-0.25
LNAR 110604X45PN-R-S 6.00 11.11 10.70 - 0.4 45 5.00 • • 0.10-2.00 0.10-0.25
LNAR 110620X75PN-R-S 6.00 11.11 10.72 - 0.15 75 5.00 • 0.10-2.00 0.10-0.25
• The chamfered corner used for reduced chipping on the machined component edges • Use ID5 for aluminum alloys with <12% silicon • Use ID8 for aluminum alloys with
>12% silicon. • The inserts are supplied with spare screws. • For D.O.C., cutting speed recommendations and grade data, see pages 542-547
For tools, see pages: F90LN-N11 (203)
Regular Insert
Wiper Insert
0.01 Ref
Wiper Length 4.6 Ref 0.25 Ref
D (cutter)
LNAR 1106PN-R-S-W (PCD)
Tangentially Clamped Wiper L
Milling Inserts with a Brazed PCD 30º
Tip for Machining Aluminum
S W1
A single R.H. cutting edge PCD insert
Recommended
Dimensions
Machining Data
ID5
fz
Designation W1 L S (mm/t)
LNAR 1106PN-R-S-W 5.98 11.26 10.75 • 0.10-0.25
• The chamfered corner is used for reduced chipping on the machined component edges. • The wiper insert should not be used with LNAR 110620x75PN-R-S inserts.
• For D.O.C., cutting speed recommendations and grade data, see pages 542-547
For tools, see pages: F90LN-N11 (203)
Regular Insert
Wiper Insert
0.01 Ref
Wiper Length 4.6 Ref 0.25 Ref
D (cutter)
483