
Page 481 - ISCAR(MILLINGCATALOG 38_2021)
P. 481
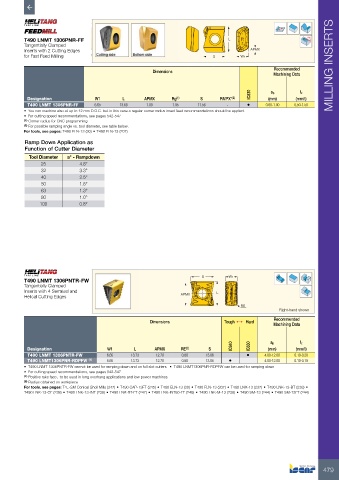
T490 LNMT 1306PNR-FF L Rd°
Tangentially Clamped
Inserts with 2 Cutting Edges APMX
for Fast Feed Milling S W1
Dimensions Recommended MILLING INSERTS
Machining Data
IC830 ap fz
Designation W1 L APMX Rg (1) S RMPX° (2) (mm) (mm/t)
T490 LNMT 1306PNR-FF 6.65 13.68 1.00 1.95 11.56 - • 0.60-1.00 0.50-1.50
• You can machine also at up to 12 mm D.O.C. but in this case a regular corner radius insert feed recommendations should be applied.
• For cutting speed recommendations, see pages 542-547
(1) Corner radius for CNC programming
(2) For possible ramping angle vs. tool diameter, see table below.
For tools, see pages: T490 ELN-13 (30) • T490 FLN-13 (207)
Ramp Down Application as
Function of Cutter Diameter
Tool Diameter a° - Rampdown
25 4.8°
32 3.3°
40 2.5°
50 1.8°
63 1.3°
80 1.0°
100 0.8°
T490 LNMT 1306PNTR-FW S W1
Tangentially Clamped
Inserts with 4 Serrated and L
Helical Cutting Edges APMX
RE
Right-hand shown
Recommended
Dimensions Tough 1 Hard
Machining Data
IC840 IC830 ap fz
Designation W1 L APMX RE (2) S (mm) (mm/t)
T490 LNMT 1306PNTR-FW 6.65 13.73 12.70 0.80 13.06 • 4.00-12.00 0.10-0.20
T490 LNMT1306PNR-RDPFW (1) 6.65 13.73 12.70 0.80 13.06 • 4.00-12.00 0.10-0.18
• T490 LNMT 1306PNTR-FW cannot be used for ramping down and on full slot cutters • T490 LNMT1306PNR-RDPFW can be used for ramping down
• For cutting speed recommendations, see pages 542-547
(1) Positive rake face, to be used in long overhang applications and low power machines
(2) Radius obtained on workpiece
For tools, see pages: T4..-SM Conical Shell Mills (247) • T490 CAP-13FT (245) • T490 ELN-13 (30) • T490 FLN-13 (207) • T490 LNK-13 (237) • T490 LNK-13-BT (238) •
T490 LNK-13-CF (238) • T490 LNK-13-INT (238) • T490 LNK-BT-FT (247) • T490 LNK-INT50-FT (246) • T490 LNK-M-13 (238) • T490 SM-13 (244) • T490 SM-13FT (244)
479