
Page 477 - ISCAR(MILLINGCATALOG 38_2021)
P. 477
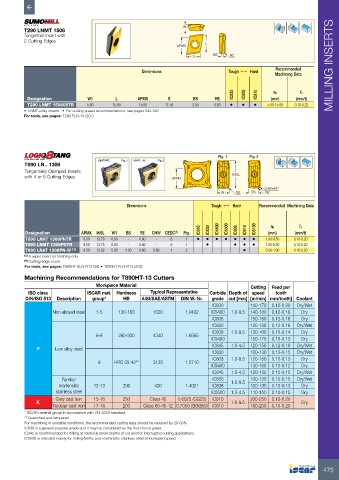
T290 LNMT 1506 W1
Tangential Insert with
2 Cutting Edges L
APMX
S BS RE
Dimensions Tough 1 Hard Recommended MILLING INSERTS
Machining Data
IC830 IC808 IC810 ap fz
Designation W1 L APMX S BS RE (mm) (mm/t)
T290 LNMT 150608TR 5.60 15.90 15.00 11.50 2.00 0.80 • • • 5.00-15.00 0.10-0.22
• LNMT-utility inserts • For cutting speed recommendations, see pages 542-547
For tools, see pages: T290 FLN-15 (207)
Fig. 1 Fig. 2
T890 LN.. 1306
Tangentially Clamped Inserts
with 4 or 8 Cutting Edges APMX INSL
CHWx45°
W1 RE BS RE
Dimensions Tough 1 Hard Recommended Machining Data
IC845 IC830 IC5400 IC5500 IC808 IC810 IC5100 ap fz
Designation APMX INSL W1 BS RE CHW CEDC (2) Fig. (mm) (mm/t)
T890 LNHT 1306PNTR 9.50 13.78 6.00 - 0.80 - 8 1 • • • • • • • 1.00-9.50 0.10-0.20
T890 LNMT 1306PNTR 9.50 13.75 6.00 - 0.80 - 8 1 • • • • 1.00-9.50 0.10-0.20
T890 LNAT 1306PN-W (1) 9.50 13.92 5.90 4.30 0.60 0.60 4 2 • 0.50-1.00 0.10-0.20
(1) A wiper insert for finishing only
(2) Cutting edge count
For tools, see pages: T890HT ELN-R13 (29) • T890HT FLN-R13 (202)
Machining Recommendations for T890HT-13 Cutters
Workpiece Material Cutting Feed per
ISO class ISCAR mat. Hardness Typical Representative Carbide Depth of speed tooth
DIN/ISO 513 Description group* HB AISI/SAE/ASTM DIN W.-Nr. grade cut [mm] [m/min] mm/tooth] Coolant
IC830 140-170 0.12-0.20 Dry/Wet
Non-alloyed steel 1-5 130-180 1020 1.0402 IC5400 1.0-9.5 140-180 0.12-0.18 Dry
IC808 150-180 0.12-0.18 Dry
IC830 120-150 0.12-0.16 Dry/Wet
IC808 1.0-9.5 130-160 0.10-0.14 Dry
6-8 260-300 4340 1.6565
IC5400 150-170 0.10-0.13 Dry
IC845 1.0-4.5 120-150 0.12-0.18 Dry/Wet
P Low alloy steel
IC830 100-130 0.12-0.15 Dry/Wet
IC808 1.0-9.5 120-150 0.10-0.13 Dry
9 HRC 35-42** 3135 1.5710
IC5400 130-160 0.10-0.12 Dry
IC845 1.0-4.5 120-150 0.12-0.15 Dry/Wet
Ferritic/ IC830 1.0-9.5 100-120 0.10-0.15 Dry/Wet
martensitic 12-13 200 420 1.4021 IC808 100-130 0.10-0.13 Dry
stainless steel IC5500 1.0-4.5 110-150 0.10-0.15 Dry
Grey cast iron 15-16 250 Class 40 0.6025 (GG25) IC810 200-250 0.10-0.20
K 1.0-9.5 Dry
Nodular cast iron 17-18 200 Class 65-45-12 0.7050 (GGG50) IC810 180-200 0.10-0.20
* ISCAR material group in accordance with VDI 3323 standard
** Quenched and tempered
For machining in unstable conditions, the recommended cutting data should be reduced by 20-30%
IC830 is a general purpose grade and it may be considered as the first-choice grade
IC845 is recommended for milling at relatively small depths of cut and for interrupted cutting applications
IC5500 is intended mainly for milling ferritic and martensitic stainless steel at increased speed
475