
Page 478 - ISCAR(MILLINGCATALOG 38_2021)
P. 478
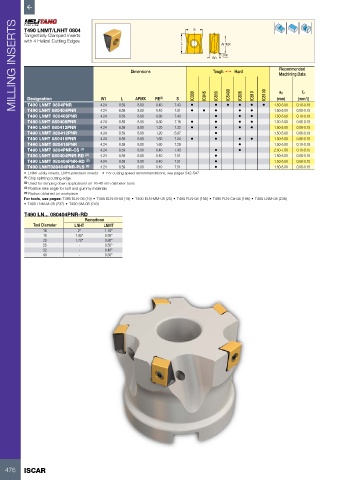
MILLING INSERTS T490 LNMT/LNHT 0804 Dimensions L S W1 APMX Machining Data
Tangentially Clamped Inserts
with 4 Helical Cutting Edges
RE
Recommended
Tough 1 Hard
ap
fz
(mm/t)
S
L
(mm)
Designation
4.24
8.00
0.40
T490 LNMT 0804PNR
•
•
•
•
8.00
0.08-0.15
T490 LNHT 080404PNR
8.59
4.24
1.50-5.00
7.51
0.40
•
•
•
7.43
8.00
0.80
8.59
4.24
0.10-0.18
1.50-5.00
T490 LNMT 080408PNR W1 8.59 APMX RE (4) 7.43 • IC330 • IC845 • IC830 • IC5400 • IC808 • IC810 • IC5100 1.50-5.00 0.10-0.18
T490 LNHT 080408PNR 4.24 8.59 8.00 0.80 7.16 • • • • 1.50-5.00 0.08-0.15
T490 LNHT 080412PNR 4.24 8.59 8.00 1.20 7.32 • • • • 1.50-5.00 0.08-0.15
T490 LNMT 080412PNR 4.24 8.59 8.00 1.20 6.87 • 1.50-5.00 0.08-0.18
T490 LNHT 080416PNR 4.24 8.59 8.00 1.60 7.24 • • • • 1.50-5.00 0.08-0.15
T490 LNMT 080416PNR 4.24 8.59 8.00 1.60 7.29 • 1.50-5.00 0.10-0.18
T490 LNMT 0804PNR-CS (1) 4.24 8.59 8.00 0.40 7.43 • • 2.50-7.00 0.10-0.15
T490 LNHT 080404PNR-RD (2) 4.24 8.59 8.00 0.40 7.51 • 1.50-5.00 0.08-0.15
T490 LNMT 080404PNR-RD (2) 4.24 8.59 8.00 0.40 7.51 • 1.50-5.00 0.08-0.15
T490 LNHT080404PNR-PLS (3) 4.24 8.59 8.00 0.40 7.51 • 1.50-5.00 0.08-0.15
• LNMT-utility inserts, LNHT-precision inserts • For cutting speed recommendations, see pages 542-547
(1) Chip splitting cutting edge
(2) Used for ramping down applications on 16-40 mm diameter tools
(3) Positive rake angle for soft and gummy materials
(4) Radius obtained on workpiece
For tools, see pages: T490 ELN-08 (19) • T490 ELN-M-08 (19) • T490 ELN-MM-08 (20) • T490 FLN-08 (196) • T490 FLN-C#-08 (196) • T490 LNM-08 (236)
• T490 LNM-M-08 (237) • T490 SM-08 (243)
T490 LN... 080404PNR-RD
Rampdown
Tool Diameter LNHT LNMT
16 2° 1.10°
18 1.85° 0.95°
20 1.70° 0.80°
25 - 0.55°
32 - 0.40°
40 - 0.30°
476 ISCAR