
Page 486 - ISCAR(MILLINGCATALOG 38_2021)
P. 486
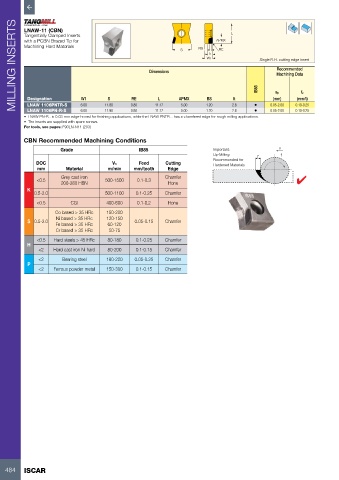
MILLING INSERTS LNAW-11 (CBN) Dimensions S BS W1 lt APMX L IB85 Single R.H. cutting edge insert
Tangentially Clamped Inserts
with a PCBN Brazed Tip for
Machining Hard Materials
RE
Recommended
Machining Data
ap
fz
(mm)
RE
W1
BS
lt
S
APMX
Designation
L
(mm/t)
•
LNAW 1106PNTR-S
1.20
6.00
11.80
5.00
11.17
0.80
2.8
•
6.00
11.17
11.90
0.80
5.00
0.05-2.00
2.8
LNAW 1106PN-R-S
0.10-0.25
1.20
• LNAW PN-R.. is 0.03 mm edge-honed for finishing applications, while the LNAW PNTR... has a chamfered edge for rough milling applications. 0.05-2.00 0.10-0.25
• The inserts are supplied with spare screws.
For tools, see pages: F90LN-N11 (203)
CBN Recommended Machining Conditions
Grade IB85 Important: v
Up-Milling f f
Recommended for
DOC Vc Feed Cutting Hardened Materials
mm Material m/min mm/tooth Edge
Grey cast iron Chamfer
<0.5 500-1500 0.1-0.3
200-280 HBN Hone
K
0.5-2.0 500-1100 0.1-0.25 Chamfer
<0.5 CGI 400-600 0.1-0.2 Hone
Co based > 35 HRc 150-200
Ni based > 35 HRc 120-150
S 0.5-2.0 0.05-0.15 Chamfer
Fe based > 35 HRc 60-120
Cr based > 35 HRc 50-75
<0.5 Hard steels > 45 HRc 80-180 0.1-0.25 Chamfer
H
<2 Hard cast iron Ni hard 80-200 0.1-0.15 Chamfer
<2 Bearing steel 180-220 0.05-0.25 Chamfer
P
<2 Ferrous powder metal 150-300 0.1-0.15 Chamfer
484 ISCAR