
Page 286 - ISCAR(TURNING-CATALOG-42-2022)
P. 286
GROOVE-TURN CGHR/L-P8DG CW OHX (1) OHX 6.80 OAL 24.8 CGHR H CW CGHL WB 150.00 EDG 44A*
Double-Ended Heavy Duty
H
HF
Self-Clamped Grooving
and Turning Blades
Designation
WB
OAL
HF
CGHR/L 32-P8DG
40.0
8.00
32.0
• For user guide, see pages 419-428, 432-436
(1) Minimum overhang • If CUTDIA (workpiece) is smaller than 200 mm, then CDX=48; if CUTDIA (workpiece) is larger than 200 mm, then CDX=43
* Optional, should be ordered separately
For inserts, see pages: GIMF (288) • GIMM 8CC (583) • GIMY (288) • GIMY (full radius) (290) • GIMY-F (291) • GIPY (300)
For holders, see pages: C#-TBK-R/L (623) • HSK A-WH-TBK-R/L (632) • SGTBK (617) • SGTBU/SGTBN (616)
TGFHM CGHNM
CDX OHX OAL
Anti-Vibration Blades H HF
Anti-Vibration Blades for Deep
Grooving and Turning WB
CWN-CWX
Designation CWN (1) CWX (2) OHX (3) CDX (4) WB HF H OAL Insert
CGHNM 53-6DG-AV 5. 50 6.40 100.0 93.00 5.20 45.0 52.6 235.00 GIMF/N/T/Y 6 GIM 6 SGCU 341 OR 30X3 NBR EDG 44A* T-6/5 SGC 340
TGFHM 53K-8-AV 7.70 9.00 100.0 93.00 7.40 45.0 52.6 235.00 TAG/TAGB 8 SGCU 341 OR 30X3 NBR ETG 8-12* T-6/5 SGC 340
CGHNM 53-P8-AV 8.00 8.00 100.0 93.00 (5) 7.40 45.0 52.6 235.00 GIMY/F/MM 8 SGCU 341 OR 30X3 NBR T-6/5 SGC 340 HW 4.0
• For user guide, see pages 419-428, 432-436
(1) Minimum cutting width
(2) Maximum cutting width
(3) Maximum overhang
(4) Cutting depth maximum
(5) For CUTDIA<200 CDX=98
* Optional, should be ordered separately
For inserts, see pages: GIA-K (W=3-6) (298) • GIF (297) • GIF (full radius) (298) • GIF-E (W=4-6 full radius) (294) • GIF-E (W=4-6) (292) • GIM-C (521) • GIMF (288)
• GIMM 8CC (583) • GIMN (289) • GIMT (287) • GIMY (288) • GIMY (full radius) (290) • GIMY-F (291) • GIP (297) • GIP-E (293) • GIPA (full radius W=3-6) (301)
• GIPA (W=3-6) (300) • GIPY (300) • GITM (299) • GITM (full radius) (299) • TAG N-C/W/M (506) • TAGB/TAGBA (333)
For holders, see pages: SGTBK (617) • SGTBU/SGTBN (616)
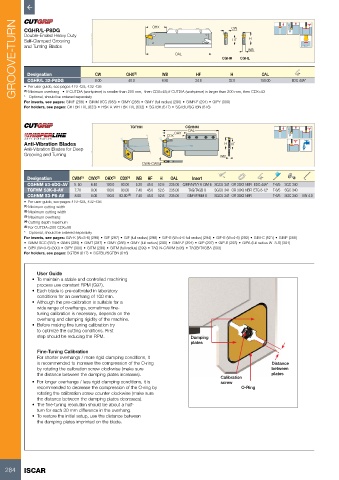
User Guide
• To maintain a stable and controlled machining
process use constant RPM (G97).
• Each blade is pre-calibrated in laboratory
conditions for an overhang of 100 mm.
• Although the pre-calibration is suitable for a
wide range of overhangs, sometimes fine-
tuning calibration is necessary, depends on the
overhang and clamping rigidity of the machine.
• Before making fine tuning calibration try
to optimize the cutting conditions. First
step should be reducing the RPM. Damping
plates
Fine-Tuning Calibration
For shorter overhangs / more rigid clamping conditions, it
is recommended to increase the compression of the O-ring Distance
by rotating the calibration screw clockwise (make sure between
the distance between the damping plates increases). plates
Calibration
• For longer overhangs / less rigid clamping conditions, it is screw
recommended to decrease the compression of the O-ring by O-Ring
rotating the calibration screw counter clockwise (make sure
the distance between the damping plates decreases).
• The fine-tuning resolution should be about a half-
turn for each 30 mm difference in the overhang.
• To restore the initial setup, use the distance between
the damping plates imprinted on the blade.
284 ISCAR