
Page 290 - ISCAR(TURNING-CATALOG-42-2022)
P. 290
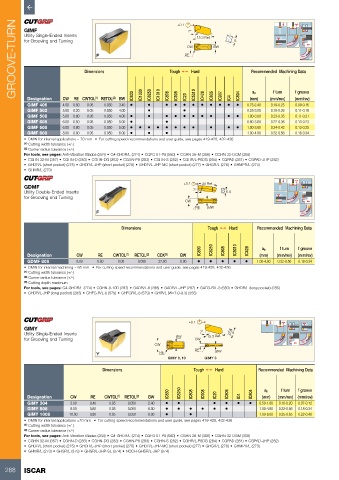
GROOVE-TURN GIMF Dimensions Tough 1 Hard 15.3 Ref. BW 5 Recommended Machining Data
±0.1
7º
Utility Single-Ended Inserts
for Grooving and Turning
CW
RE
f turn
ap
(mm/rev)
RE CWTOL
(mm)
Designation
3.40 •
GIMF 406 CW 0.60 0.05 (1) RETOL (2) BW IC830 IC1030 • IC8250 IC1010 • IC808 • IC908 • IC20 • IC5010 • IC428 • IC806 • IC907 • IC4 • IC804 0.75-2.40 (mm/rev) f groove
0.19-0.25
4.00
0.050
0.09-0.16
GIMF 502 5.00 0.20 0.05 0.050 4.00 • • 0.25-3.00 0.18-0.26 0.11-0.18
GIMF 508 5.00 0.80 0.05 0.050 4.00 • • • • • • • • • • 1.00-3.00 0.23-0.35 0.11-0.21
GIMF 605 6.00 0.50 0.05 0.050 5.00 • • 0.60-3.60 0.22-0.36 0.13-0.23
GIMF 608 6.00 0.80 0.05 0.050 5.00 • • • • • • • • • • • 1.00-3.60 0.24-0.42 0.13-0.25
GIMF 808 8.00 0.80 0.05 0.050 6.00 • • • 1.00-4.80 0.32-0.56 0.18-0.34
• DMIN for internal applications = 70 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: Anti-Vibration Blades (284) • C#-GHDR/L (274) • CGFG 51-P8 (580) • CGHN 26-M (356) • CGHN 32-DGM (358)
• CGHN 32-M (357) • CGHN-D (283) • CGHN-DG (283) • CGHN-P8 (283) • CGHN-S (282) • CGHR/L-P8DG (284) • CGPAD (281) • CGPAD-JHP (282)
• GHDR/L (short pocket) (275) • GHDR/L-JHP (short pocket) (276) • GHDR/L-JHP-MC (short pocket) (277) • GHGR/L (278) • GHMPR/L (273)
• GHMR/L (273)
GDMF ±0.1 30 Ref.
Utility Double-Ended Inserts 7° 6.4
for Grooving and Turning
CW
RE BW
Dimensions Tough 1 Hard Recommended Machining Data
IC830 IC8250 IC808 IC5010 IC428 ap f turn f groove
Designation CW RE CWTOL (1) RETOL (2) CDX (3) BW (mm) (mm/rev) (mm/rev)
GDMF 808 8.00 0.80 0.05 0.050 27.00 6.00 • • • • • 1.00-4.80 0.32-0.56 0.18-0.34
• DMIN for internal machining = 65 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: C#-GHDR/L (274) • CGHN-8-10D (287) • GADR/L-8 (286) • GADR/L-JHP (287) • GAFG-R/L-8 (580) • GHDR/L (long pocket) (285)
• GHDR/L-JHP (long pocket) (285) • GHFG-R/L-8 (579) • GHFGR/L-8 (579) • GHIR/L (W=7.0-8.3) (355)
±0.1
GIMY
Utility Single-Ended Inserts BW 7˚ 15.3 Ref. 5
for Grooving and Turning CW
CW
RE
RE BW
GIMY 8, 10 GIMY 3
Dimensions Tough 1 Hard Recommended Machining Data
IC830 IC8250 IC808 IC908 IC806 IC804 ap f turn f groove
Designation CW RE CWTOL (1) RETOL (2) BW IC20 IC4 (mm) (mm/rev) (mm/rev)
GIMY 304 3.00 0.40 0.05 0.050 2.40 • • • • • • 0.50-1.80 0.16-0.20 0.07-0.12
GIMY 808 8.00 0.80 0.05 0.050 6.00 • • • • • • 1.00-4.80 0.32-0.56 0.18-0.34
GIMY 1008 10.00 0.80 0.05 0.050 8.00 • • 1.00-6.00 0.35-0.65 0.22-0.40
• DMIN for internal applications =70 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: Anti-Vibration Blades (284) • C#-GHDR/L (274) • CGFG 51-P8 (580) • CGHN 26-M (356) • CGHN 32-DGM (358)
• CGHN 32-M (357) • CGHN-D (283) • CGHN-DG (283) • CGHN-P8 (283) • CGHN-S (282) • CGHR/L-P8DG (284) • CGPAD (281) • CGPAD-JHP (282)
• GHDR/L (short pocket) (275) • GHDR/L-JHP (short pocket) (276) • GHDR/L-JHP-MC (short pocket) (277) • GHGR/L (278) • GHMPR/L (273)
• GHMR/L (273) • GHSR/L (373) • GHSR/L-JHP-SL (374) • NQCH-GHSR/L-JHP (374)
288 ISCAR