
Page 324 - ISCAR(TURNING-CATALOG-42-2022)
P. 324
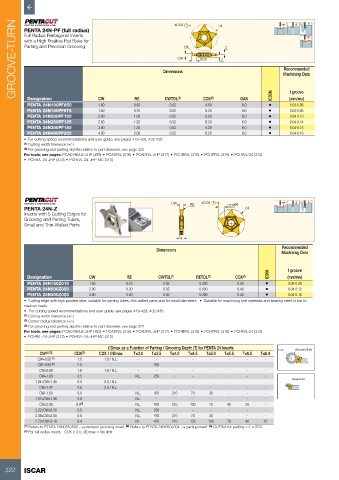
GROOVE-TURN PENTA 24N-PF (full radius) Dimensions RE CDX 24 2 2 Recommended
±0.04
Full Radius Pentagonal Inserts
with a High Positive Flat Rake for
Parting and Precision Grooving
CW
Machining Data
f groove
RE
Designation
PENTA 24N100PF050 CW 0.50 CWTOL (1) CDX (2) GAN • IC30N (mm/rev)
0.02
0.03-0.06
6.0
1.00
4.50
PENTA 24N150PF075 1.50 0.75 0.02 6.20 6.0 • 0.03-0.06
PENTA 24N200PF100 2.00 1.00 0.02 6.20 6.0 • 0.04-0.10
PENTA 24N250PF125 2.50 1.25 0.02 6.20 6.0 • 0.04-0.14
PENTA 24N300PF150 3.00 1.50 0.02 6.20 6.0 • 0.04-0.15
PENTA 24N400PF200 4.00 2.00 0.02 6.20 6.0 • 0.04-0.16
• For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) For grooving and parting depths relative to part diameter, see page 322
For tools, see pages: PCAD RE/LE-JHP (499) • PCADR/L (316) • PCADR/L-JHP (317) • PCHBR/L (318) • PCHPR/L (316) • PCHR/L-24 (312)
• PCHR/L-24-JHP (313) • PCHR/L-24-JHP-MC (313)
CW ±0.04
PENTA 24N-Z RE CDX (3) 24
Inserts with 5 Cutting Edges for
Grooving and Parting Tubes,
Small and Thin-Walled Parts
4
Dimensions Recommended
Machining Data
IC908 f groove
Designation CW RE CWTOL (1) RETOL (2) CDX (3) (mm/rev)
PENTA 24N150Z010 1.50 0.10 0.02 0.020 5.00 • 0.05-0.08
PENTA 24N200Z020 2.00 0.20 0.02 0.030 6.40 • 0.04-0.12
PENTA 24N300Z020 3.00 0.20 0.02 0.000 6.40 • 0.04-0.16
• Cutting edge with high positive rake, suitable for parting tubes, thin walled parts and for small diameters • Suitable for machining soft materials and bearing steel at low to
medium feeds
• For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) For grooving and parting depths relative to part diameter, see page 322
For tools, see pages: PCAD RE/LE-JHP (499) • PCADR/L (316) • PCADR/L-JHP (317) • PCHBR/L (318) • PCHPR/L (316) • PCHR/L-24 (312)
• PCHR/L-24-JHP (313) • PCHR/L-24-JHP-MC (313)
ØDmax as a Function of Parting / Grooving Depth (T) for PENTA 24 Inserts Tmax ØDmax(CUTDIA)
CW ±0.02 CDX (3) CDX / ØDmax T≤3.0 T≤3.5 T≤4.0 T≤4.5 T≤5.0 T≤5.5 T≤6.5 T≤6.4
CW=0.50 (1) 1.0 1.0 / N.L. - - - - - - - -
CW=0.50 (2) 2.5 250
CW=0.80 1.6 1.6 / N.L. - - - - - - - -
CW=1.00 3.5 N.L. 250 - - - - - -
ØDmax(CUTDIA)
1.04≤CW≤1.40 2.0 2.0 / N.L. - - - - - - - -
CW=1.47 2.5 2.5 / N.L. - - - - - - - -
CW=1.50 5.0 N.L. 470 210 70 30 - - -
1.57≤CW≤1.96 3.0 N.L. - - - - - - -
CW=2.00 6.0 (4) N.L. 470 210 130 75 45 20 -
2.22≤CW≤2.30 3.5 N.L. 250 - - - - - -
2.39≤CW≤2.50 5.0 N.L. 470 210 70 30 - - -
2.70≤CW≤3.18 6.4 N.L. 470 210 135 100 70 40 20
(1) Refers to PENTA 24N050J000 - a precision grooving insert (2) Refers to PENTA 24N050J004 - a parting insert (3) CUTDIA for parting = 2 x CDX
For full radius insert, CDX = 3.0, ØDmax = No limit
(4)
322 ISCAR