
Page 427 - ISCAR(TURNING-CATALOG-42-2022)
P. 427
USER GUIDE
Recommended Criteria for Replacement of the Cutting Edge
The cutting edge should be replaced in time to save Crater Wear and Tool Life GROOVE-TURN
costly downtime. The recommended value of wear Crater wear KB occurs on the rake face and is mainly
at replacement is defined as the wear land size. The affected by feed and cutting speed. Crater wear
insert should be replaced when the wear land size develops over time toward the frontal cutting edge.
is such that the increase in side forces is still small- If penetration of the frontal cutting edge occurs, it will
not causing the insert to break and still maintaining immediately affect the quality of the machined surface.
the required workpiece tolerances. Wear is a function
of machining time. The cutting edge should normally
be replaced after 15 minutes of machining time.
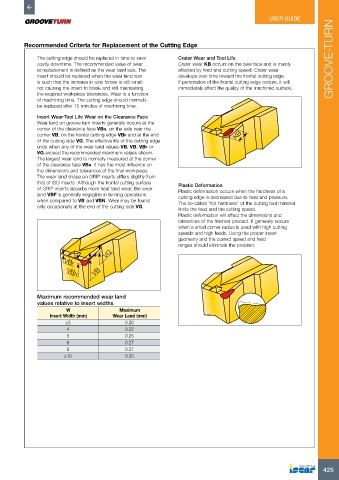
Insert Wear-Tool Life Wear on the Clearance Face
Wear land on groove turn inserts generally occurs at the
corner of the clearance face VBN, on the side near the
corner VB, on the frontal cutting edge VBF and at the end KB
of the cutting side VG. The effective life of the cutting edge
ends when any of the wear land values-VB, VB, VBF or
VG-exceed the recommended maximum values shown.
The largest wear land is normally measured at the corner
of the clearance face VBN. It has the most influence on
the dimensions and tolerances of the final workpiece.
The wear land shape on GRIP inserts differs slightly from
that of ISO inserts. Although the frontal cutting surface Plastic Deformation
of GRIP inserts absorbs more heat land wear, the wear Plastic deformation occurs when the hardness of a
land VBF is generally negligible in turning operations cutting edge is decreased due to heat and pressure.
when compared to VB and VBN. Wear may be found The so-called “hot hardness” of the cutting tool material
only occasionally at the end of the cutting side VG.
limits the feed and the cutting speed.
Plastic deformation will affect the dimensions and
tolerances of the finished product. It generally occurs
when a small corner radius is used with high cutting
speeds and high feeds. Using the proper insert
geometry and the correct speed and feed
ranges should eliminate the problem.
VG
VBF
VB
VBN TEXT
Maximum recommended wear land
values relative to insert widths
W Maximum
Insert Width (mm) Wear Land (mm)
≤3 0.20
4 0.22
5 0.25
6 0.27
8 0.27
≥10 0.30
425