
Page 439 - ISCAR(TURNING-CATALOG-42-2022)
P. 439
2 BB
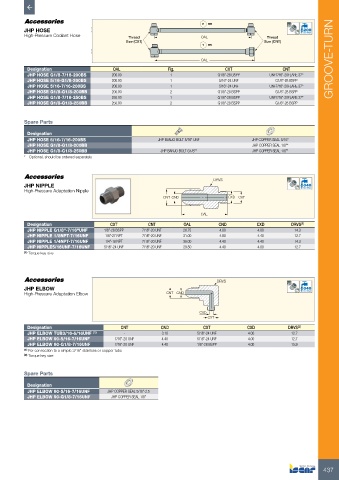
JHP HOSE
High-Pressure Coolant Hose Bar Max
Thread
Thread
Size (CXT) OAL Size (CNT)
1 BS
Grade ISO Grade Description Coating Layers Uncoated
P05-P25 OAL GROOVE-TURN
M05-M15 A very hard cermet grade for turning and grooving, recommended Designation OAL Fig. CXT CNT
for finishing operations on steels and alloy steels at high cutting
CERMET IC20N speeds and low feeds. Features excellent surface finish, JHP HOSE G1/8-7/16-200BS 200.00 1 1 G1/8"-28 BSPP UNF7/16"-20FLARE 37°
JHP HOSE 5/16-G1/8-200BS
200.00
5/16"-24 UNF
G1/8"-28 BSPP
high wear resistance, plastic deformation durability and prevents
5/16"-24 UNF
built-up edge. JHP HOSE 5/16-7/16-200BS 200.00 1 2 G1/8"-28 BSPP UNF7/16"-20FLARE 37°
JHP HOSE G1/8-G1/8-200BB
G1/8"-28 BSPP
200.00
Base JHP HOSE G1/8-7/16-250BS 250.00 1 G1/8"-28 BSPP UNF7/16"-20FLARE 37°
JHP HOSE G1/8-G1/8-250BB 250.00 2 G1/8"-28 BSPP G1/8"-28 BSPP
A very hard-uncoated carbide grade, suitable for machining
IC4 aluminum alloys, aluminum alloys with high silicon content and Spare Parts
N01-N15 other non-ferrous materials at high cutting speeds.
S05-S15 Designation
Base JHP HOSE 5/16-7/16-200BS JHP BANJO BOLT 5/16" UNF JHP COPPER SEAL 5/16"
JHP HOSE G1/8-G1/8-200BB JHP COPPER SEAL 1/8"*
JHP HOSE G1/8-G1/8-250BB JHP BANJO BOLT G1/8"* JHP COPPER SEAL 1/8"*
M10-M20 * Optional, should be ordered separately
A hard-uncoated submicron carbide grade, suitable for
IC07 machining aluminum alloys and other non-ferrous materials
N05-N20 at high cutting speeds.
S10-S25
UNCOATED Base JHP NIPPLE DRVS Bar Max
High-Pressure Adaptation Nipple
M15-M30
A tough uncoated submicron carbide grade, suitable for steels, CNT CND CXD CXT
IC08 stainless steel and high temperature alloys at low cutting speeds.
N10-N25 Good choice for non-ferrous materials. OAL
S20-S30
Base Designation CXT CNT OAL CND CXD DRVS (1)
JHP NIPPLE G1/8"-7/16"UNF 1/8"-28 BSPP 7/16"-20 UNF 28.75 4.00 4.00 14.3
JHP NIPPLE 1/8NPT-7/16UNF 1/8"-27 NPT 7/16"-20 UNF 31.00 4.80 4.40 12.7
A hard-uncoated carbide grade for machining aluminum and JHP NIPPLE 1/4NPT-7/16UNF 1/4"-18 NPT 7/16"-20 UNF 36.00 4.40 4.40 14.3
K10-K20 other non-ferrous materials at medium to high cutting speeds. JHP NIPPLE5/16UNF-7/16UNF 5/16"-24 UNF 7/16"-20 UNF 29.50 4.40 4.00 12.7
IC20 Can be used for cast iron at low cutting speeds. (1) Torque key size
N05-N25 Suitable also for machining high temperature and Titanium alloys,
S10-S20 at low cutting speeds.
H10-H20 Base
DRVS
JHP ELBOW
Extra fine PCBN grain size. Suitable for high speed machining of High-Pressure Adaptation Elbow CNT CND Bar Max
IB10H
hardened steels (45-65 HRC) under stable conditions.
H10 Base CXD
CXT
Designation CNT CND CXT CXD DRVS (2)
JHP ELBOW TUB3/16-5/16UNF (1) - 3.10 5/16"-24 UNF 4.00 12.7
CBN IB20H A combination of coarse and fine PCBN grain, suitable for general JHP ELBOW 90-5/16-7/16UNF 7/16"-20 UNF 4.40 5/16"-24 UNF 4.00 12.7
and interrupted cutting of hardened steels.
JHP ELBOW 90-G1/8-7/16UNF
4.00
1/8"-28 BSPP
4.40
7/16"-20 UNF
15.9
(1) For connection to a simple 3/16" stainless or copper tube
(2) Torque key size
H20 Base
Spare Parts
K01-K10 A PCBN grade, suitable for finish turning and grooving operations
IB50 on hardened steels 45-65 HRC and nodular cast iron in Designation
continuous cutting. JHP ELBOW 90-5/16-7/16UNF JHP COPPER SEAL 5/16"-2.5
JHP ELBOW 90-G1/8-7/16UNF JHP COPPER SEAL 1/8"
H01-H10 Base
A PCD brazed tip, suitable for machining aluminum alloys
(Si < 12%) and other non-ferrous materials. Features very high
PCD ID5 N01-N10 wear resistance with high toughness. Suitable for finishing
operations and can be used for semi roughning operations and
interrupted cut.
Base
437