
Page 602 - ISCAR(TURNING-CATALOG-42-2022)
P. 602
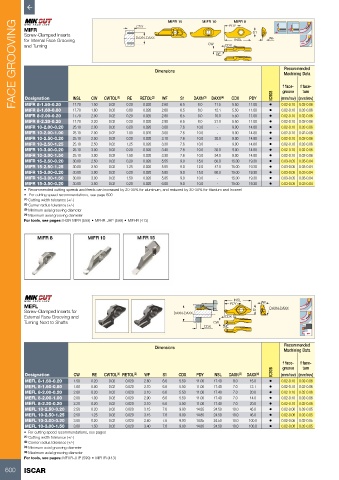
MIFR 15
FACE GROOVING MIFR DAXN-DAXX Dimensions MIFR 10 RE CDX MIFR 8 S1 WF f face- f face-
PDY
CDX
Screw-Clamped Inserts
INSL
for Internal Face Grooving
CW
and Turning
Recommended
Machining Data
turn
groove
CW
RE
PDY
Designation
WF
MIFR 8-1.50-0.20
0.02-0.10
5.50
17.70
0.02
0.02-0.06
6.5
8.0
0.020
11.5
•
MIFR 8-1.60-0.80 INSL 1.50 CWTOL (1) 0.20 RETOL (2) 2.60 S1 DAXN (3) DAXX (4) CDX 11.00 • IC908 (mm/rev) (mm/rev)
5.50
0.80
0.02
11.00
2.60
0.020
6.5
8.0
0.02-0.06
17.70
0.02-0.10
12.1
1.60
MIFR 8-2.00-0.20 17.70 2.00 0.02 0.20 0.020 2.80 6.5 8.0 16.0 5.50 11.00 • 0.02-0.10 0.02-0.06
MIFR 8-2.20-0.20 17.70 2.20 0.02 0.20 0.020 2.90 6.5 8.0 21.0 5.50 11.00 • 0.02-0.10 0.02-0.06
MIFR 10-2.00-0.20 25.10 2.00 0.02 0.20 0.020 3.00 7.6 10.0 - 9.00 14.80 • 0.02-0.10 0.02-0.06
MIFR 10-2.00-1.00 25.10 2.00 0.02 1.00 0.020 3.00 7.6 10.0 - 9.00 14.80 • 0.02-0.10 0.02-0.06
MIFR 10-2.50-0.20 25.10 2.50 0.02 0.20 0.020 3.10 7.6 10.0 30.0 9.00 14.80 • 0.02-0.10 0.02-0.06
MIFR 10-2.50-1.25 25.10 2.50 0.02 1.25 0.020 3.30 7.6 10.0 - 9.00 14.80 • 0.02-0.10 0.02-0.06
MIFR 10-3.00-0.20 25.10 3.00 0.02 0.20 0.020 3.40 7.6 10.0 30.0 9.00 14.80 • 0.02-0.10 0.02-0.06
MIFR 10-3.00-1.50 25.10 3.00 0.02 1.50 0.020 3.30 7.6 10.0 34.0 9.00 14.80 • 0.02-0.10 0.02-0.06
MIFR 15-2.50-0.20 30.00 2.50 0.02 0.20 0.020 5.55 9.0 15.0 60.0 15.00 19.30 • 0.03-0.05 0.03-0.04
MIFR 15-2.50-1.25 30.00 2.50 0.02 1.25 0.020 5.55 9.0 12.0 47.0 15.00 19.30 • 0.03-0.05 0.03-0.04
MIFR 15-3.00-0.20 30.00 3.00 0.02 0.20 0.020 5.85 9.0 15.0 60.0 15.00 19.30 • 0.03-0.05 0.03-0.04
MIFR 15-3.00-1.50 30.00 3.00 0.02 1.50 0.020 5.85 9.0 10.0 - 15.00 19.30 • 0.03-0.05 0.03-0.04
MIFR 15-3.50-0.20 30.00 3.50 0.02 0.20 0.020 6.00 9.0 10.0 - 15.00 19.30 • 0.03-0.05 0.03-0.04
• Recommended cutting speeds and feeds can increased by 20-30% for aluminum, and reduced by 20-30% for titanium and Inconel
• For cutting speed recommendations, see page 600
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Minimum axial grooving diameter
(4) Maximum axial grooving diameter
For tools, see pages: IHSR-MIFR (599) • MFHR-JHP (599) • MIFHR (413)
INSL
MEFL PDY WF DAXN-DAXX
Screw-Clamped Inserts for DAXN-DAXX S1
External Face Grooving and CDX
Turning Next to Shafts CW
CDX RE
Dimensions Recommended
Machining Data
f face- f face-
IC908 groove turn
Designation CW RE CWTOL (1) RETOL (2) WF S1 CDX PDY INSL DAXN (3) DAXX (4) (mm/rev) (mm/rev)
MEFL 8-1.50-0.20 1.50 0.20 0.02 0.020 2.60 6.6 5.50 11.00 17.40 8.0 15.0 • 0.02-0.10 0.02-0.06
MEFL 8-1.60-0.80 1.60 0.80 0.02 0.020 2.70 6.6 5.50 11.00 17.40 7.0 12.1 • 0.02-0.10 0.02-0.06
MEFL 8-2.00-0.20 2.00 0.20 0.02 0.020 3.10 6.6 5.50 11.00 17.40 7.0 20.0 • 0.02-0.10 0.02-0.06
MEFL 8-2.00-1.00 2.00 1.00 0.02 0.020 2.90 6.6 5.50 11.00 17.40 7.0 14.0 • 0.02-0.10 0.02-0.06
MEFL 8-2.20-0.20 2.20 0.20 0.02 0.020 3.10 6.6 5.50 11.00 17.40 7.0 20.0 • 0.02-0.10 0.02-0.06
MEFL 10-2.50-0.20 2.50 0.20 0.02 0.020 3.15 7.6 9.00 14.85 24.50 10.0 45.0 • 0.02-0.06 0.02-0.05
MEFL 10-2.50-1.25 2.50 1.25 0.02 0.020 3.15 7.6 9.00 14.85 24.50 10.0 45.0 • 0.02-0.06 0.02-0.05
MEFL 10-3.00-0.20 3.00 0.20 0.02 0.020 3.60 7.6 9.00 14.85 24.50 10.0 100.0 • 0.02-0.06 0.02-0.05
MEFL 10-3.00-1.50 3.00 1.50 0.02 0.020 3.40 7.6 9.00 14.85 24.50 10.0 100.0 • 0.02-0.06 0.02-0.05
• For cutting speed recommendations, see pages
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Minimum axial grooving diameter
(4) Maximum axial grooving diameter
For tools, see pages: MFHR-JHP (599) • MIFHR (413)
600 ISCAR