
Page 728 - ISCAR(TURNING-CATALOG-42-2022)
P. 728
USER GUIDE
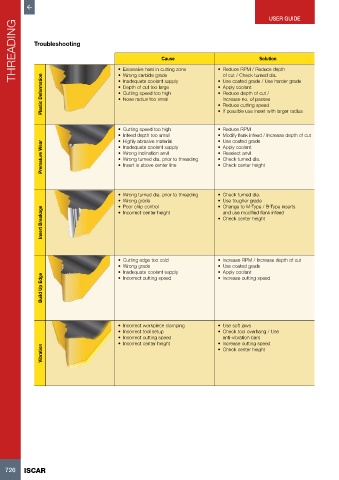
THREADING Troubleshooting • Excessive heat in cutting zone • Reduce RPM / Reduce depth
Cause
Solution
of cut / Check turned dia.
Plastic Deformation • Wrong carbide grade • Use coated grade / Use harder grade
• Inadequate coolant supply
• Apply coolant
• Depth of cut too large
• Reduce depth of cut /
• Cutting speed too high
Increase no. of passes
• Nose radius too small
• Reduce cutting speed
• If possible use insert with larger radius
• Cutting speed too high • Reduce RPM
• Infeed depth too small • Modify flank infeed / Increase depth of cut
• Use coated grade
• Highly abrasive material
Premature Wear • Inadequate coolant supply • Apply coolant
• Reselect anvil
• Wrong inclination anvil
• Check turned dia.
• Wrong turned dia. prior to threading
• Check center height
• Insert is above center line
• Wrong turned dia. prior to threading • Check turned dia.
• Wrong grade • Use tougher grade
• Change to M-Type / B-Type inserts
• Poor chip control
Insert Breakage • Incorrect center height • Check center height
and use modified flank infeed
• Cutting edge too cold • Increase RPM / Increase depth of cut
• Wrong grade • Use coated grade
• Inadequate coolant supply • Apply coolant
Build Up Edge
• Increase cutting speed
• Incorrect cutting speed
• Incorrect workpiece clamping • Use soft jaws
• Incorrect tool setup • Check tool overhang / Use
• Incorrect cutting speed anti-vibration bars
• Incorrect center height • Increase cutting speed
Vibration • Check center height
726 ISCAR