
Page 122 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 122
USER GUIDE
INDEXABLE DRILLS Drill Positioning on Turret Lathe Diameter Change by Center Shift 19.5
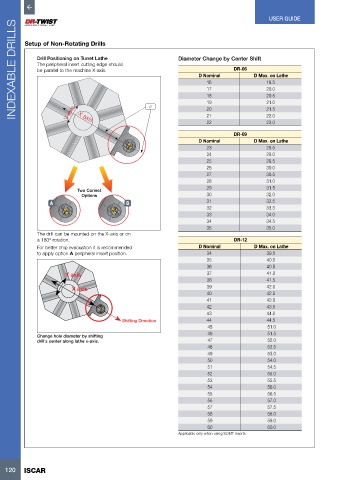
Setup of Non-Rotating Drills
The peripheral insert cutting edge should
DR-06
be parallel to the machine X-axis.
D Max. on Lathe
D Nominal
16
20.0
17
18
20.5
19
Y axis
20
21.5
21
22.0
X axis
22 21.0
23.0
DR-09
D Nominal D Max. on Lathe
23 28.5
24 29.0
25 29.5
26 30.0
27 30.5
28 31.0
29 31.5
Two Correct
Options 30 32.0
A B 31 32.5
32 33.3
33 34.0
34 34.5
35 35.0
The drill can be mounted on the X-axis or on
a 180º rotation. DR-12
For better chip evacuation it is recommended D Nominal D Max. on Lathe
to apply option A peripheral insert position. 34 39.5
35 40.0
36 40.5
Y axis 37 41.0
38 41.5
X axis 39 42.0
40 42.5
41 43.0
42 43.5
43 44.0
Shifting Direction 44 44.5
45 51.0
46 51.5
Change hole diameter by shifting
drill’s center along lathe x-axis. 47 52.0
48 52.5
49 53.0
50 54.0
51 54.5
52 55.0
53 55.5
54 56.0
55 56.5
56 57.0
57 57.5
58 58.0
59 59.0
60 60.0
Applicable only when using SOMT inserts
120 ISCAR