
Page 120 - ISCAR(HOLE_MAKING_CATALOG_65)
P. 120
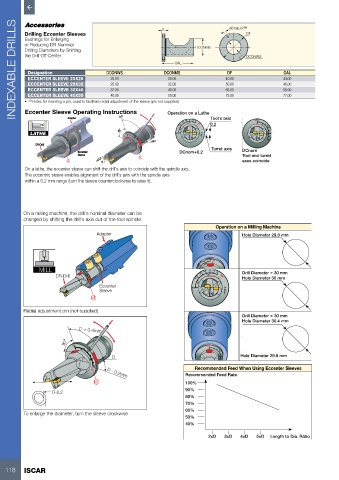
INDEXABLE DRILLS Drilling Eccenter Sleeves DCONWS 5 DCONMS DCONMS 40.00 DCONWS OAL
ø3 typ.x2 (1)
DF
Bushings for Enlarging
or Reducing DR Nominal
Drilling Diameters by Shifting
the Drill Off-Center
OAL
Designation
DF
25.00
44.00
ECCENTER SLEEVE 20X25
20.00
32.00
ECCENTER SLEEVE 25X32
46.00
25.00
50.00
65.00
55.00
40.00
ECCENTER SLEEVE 32X40
32.00
ECCENTER SLEEVE 40X50
40.00
75.00
77.00
50.00
• (1) Holes for inserting a pin, used to facilitate radial adjustment of the sleeve (pin not supplied)
Eccenter Sleeve Operating Instructions
Operation on a Lathe
0.0
Tool’s axis
Adapter
+12 +8 +4 +8 0 -4 -8 L M 0.2 +0.4 0 +0.2
LATHE 90 +0.4 +16 +4 0 +0.2 0
0 +0.2 X.001”
+0.2 L -0.2 M
DR-Drill +0.2 0
Turret axis
Eccenter DCnom+0.2 DCnom
-0.2 M
L
Sleeve L Tool and turret
L
L +0.2 0 axes coincide
On a lathe, the eccenter sleeve can shift the drill’s axis to coincide with the spindle axis.
The eccentric sleeve enables alignment of the drill’s axis with the spindle axis
within a 0.2 mm range (turn the sleeve counterclockwise to raise it).
On a milling machine, the drill’s nominal diameter can be
changed by shifting the drill’s axis out of the tool spindle.
Operation on a Milling Machine
Adapter Hole Diameter 29.8 mm
-0.2 M
0 +0.2 L
MILL +0.4 +0.2
0 +0.4 +8 +4 0 -4 -8 Drill Diameter = 30 mm
DR-Drill +0.2 +0.2 0 +12 +8 L M Hole Diameter 30 mm
Eccenter +4 0
L
-0.2 M
Sleeve +16 X.001”
M
Radial adjustment pin (not supplied)
Drill Diameter = 30 mm
Hole Diameter 30.4 mm
D + 0.4mm
90 +0.4 +0.4
0 +0.2 0 +0.2
D +0.2 0 Hole Diameter 29.8 mm
0
+0.2
L
Recommended Feed When Using Eccenter Sleeves
-0.2 M
-0.2 L M
Recommended Feed Rate
D - 0.2mm
M 100%
90%
D-0.2
80%
70%
D+0.4 60%
To enlarge the diameter, turn the sleeve clockwise
50%
40%
2xD 3xD 4xD 5xD Length to Dia. Ratio
118 ISCAR