
Page 417 - ISCAR(MILLINGCATALOG 38_2021)
P. 417
DRVS THSZMS
DC DCONMS
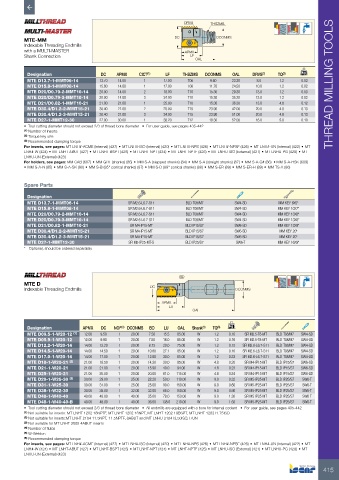
MTE-MM
Indexable Threading Endmills
with a MULTI-MASTER APMX
Shank Connection LF
OAL
Designation DC APMX CICT (1) LF THSZMS DCONMS OAL DRVS (2) TQ (3) kg
MTE D13.7-1-MMT06-14 13.70 14.00 1 17.00 T06 9.60 23.30 8.0 1.2 0.03
MTE D15.8-1-MMT08-14 15.80 14.00 1 17.00 T08 11.70 24.50 10.0 1.2 0.02 THREAD MILLING TOOLS
MTE D20/D0.79-2-MMT10-14 20.00 14.00 2 18.00 T10 15.30 29.30 13.0 1.2 0.03
MTE D20/D0.79-3-MMT10-14 20.00 14.00 3 24.00 T10 15.30 35.30 13.0 1.2 0.02
MTE D21/D0.82-1-MMT10-21 21.00 21.00 1 25.00 T10 15.30 36.30 13.0 4.8 0.12
MTE D30.4/D1.2-2-MMT15-21 30.40 21.00 2 25.00 T15 23.90 42.00 20.0 4.8 0.13
MTE D30.4/D1.2-3-MMT15-21 30.40 21.00 3 34.00 T15 23.90 51.00 20.0 4.8 0.13
MTE D27-1-MMT12-30 27.00 30.00 1 38.20 T12 18.30 52.00 16.0 9.0 0.10
• Tool cutting diameter should not exceed 2/3 of thread bore diameter • For user guide, see pages 435-442
(1) Number of inserts
(2) Torque key size
(3) Recommended clamping torque
For inserts, see pages: MT LNH#-ACME (Internal) (427) • MT LNH#-ISO (Internal) (420) • MT LNH#-NPS (426) • MT LNH#-NPSF (426) • MT LNH#-UN (Internal) (422) • MT
LNH#-W (424) • MT LNHT-ABUT (427) • MT LNHT-BSPT (425) • MT LNHT-NPT (424) • MT LNHT-NPTF (425) • MT LNHU-ISO (External) (421) • MT LNHU-PG (428) • MT
LNHU-UN (External) (423)
For holders, see pages: MM CAB (667) • MM GRT (shanks) (86) • MM S-A (stepped shanks) (84) • MM S-A (straight shanks) (87) • MM S-A-C# (86) • MM S-A-HSK (609)
• MM S-A-N (85) • MM S-A-SK (90) • MM S-B (85° conical shanks) (87) • MM S-D (89° conical shanks) (88) • MM S-ER (89) • MM S-ER-H (89) • MM TS-A (86)
Spare Parts
Designation
MTE D13.7-1-MMT06-14 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD MM KEY 8X5*
MTE D15.8-1-MMT08-14 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD MM KEY 10X7*
MTE D20/D0.79-2-MMT10-14 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD MM KEY 13X8*
MTE D20/D0.79-3-MMT10-14 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD MM KEY 13X8*
MTE D21/D0.82-1-MMT10-21 SR M4-IP15-MT BLD IP15/S7 SW6-SD MM KEY 13X8*
MTE D30.4/D1.2-2-MMT15-21 SR M4-IP15-MT BLD IP15/S7 SW6-SD MM KEY 20*
MTE D30.4/D1.2-3-MMT15-21 SR M4-IP15-MT BLD IP15/S7 SW6-SD MM KEY 20*
MTE D27-1-MMT12-30 SR M5-IP25-MT-S BLD IP25/S7 SW6-T MM KEY 16X9*
* Optional, should be ordered separately
BD
MTE D
Indexable Threading Endmills DC DCONMS
APMX
LU
OAL
Designation APMX DC NOF (4) DCONMS BD LU OAL Shank (5) TQ (6) kg
MTE D09.5-1-W20-12 (1) 12.00 9.50 1 20.00 7.50 15.5 85.00 W 1.2 0.16 SR M2.5-T8-MT BLD T08/M7 SW4-SD
MTE D09.9-1-W20-12 12.00 9.90 1 20.00 7.50 16.0 85.00 W 1.2 0.16 SR M2.5-T8-MT BLD T08/M7 SW4-SD
MTE D12.2-1-W20-14 14.00 12.20 1 20.00 8.75 20.0 75.00 W 1.2 0.15 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD
MTE D14.5-1-W20-14 14.00 14.50 1 20.00 10.80 27.1 85.00 W 1.2 0.16 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD
MTE D17.0-1-W20-14 14.00 17.00 1 20.00 12.80 30.0 85.00 W 1.2 0.23 SR M2.6-L6.7-S11 BLD T08/M7 SW4-SD
MTE D18-1-W20-21 (2) 21.00 18.50 1 20.00 14.20 30.0 85.00 W 4.8 0.20 SR M4-IP15-MT BLD IP15/S7 SW6-SD
MTE D21-1-W20-21 21.00 21.00 1 20.00 15.90 40.0 94.00 W 4.8 0.23 SR M4-IP15-MT BLD IP15/S7 SW6-SD
MTE D25-1-W20-21 21.00 25.00 1 20.00 20.00 61.0 115.00 W 4.8 0.24 SR M4-IP15-MT BLD IP15/S7 SW6-SD
MTE D29-1-W25-30 (3) 30.00 29.00 1 25.00 22.20 50.0 110.00 W 9.0 0.32 SR M5-IP25-MT BLD IP25/S7 SW6-T
MTE D31-1-W25-30 30.00 31.00 1 25.00 25.00 90.0 150.00 W 9.0 0.60 SR M5-IP25-MT BLD IP25/S7 SW6-T
MTE D38-1-W32-30 30.00 38.00 1 32.00 32.00 86.0 150.00 W 9.0 0.90 SR M5-IP25-MT BLD IP25/S7 SW6-T
MTE D48-1-W40-40 40.00 48.00 1 40.00 35.00 78.0 153.00 W 9.0 1.30 SR M5-IP25-MT BLD IP25/S7 SW6-T
MTE D48-1-W40-40-B 40.00 48.00 1 40.00 36.50 138.0 210.00 W 9.0 1.50 SR M5-IP25-MT BLD IP25/S7 SW6-T
• Tool cutting diameter should not exceed 2/3 of thread bore diameter • All endmills are equipped with a bore for internal coolant • For user guide, see pages 435-442
(1) Not suitable for inserts: MT LNHT 1202 18NPTF, MT LNHT 1202 18NPT, MT LNHT 1202 19BSPT, MT LNHT 1202 I1.75ISO
(2) Not suitable for inserts:MT LNHT 2104 11.5NPT, 11.5NPTF, 8ABUT and MT LNHU 2104 I3.50ISO, I7UN
(3) Not suitable for MT LNHT 3005 4ABUT inserts
(4) Number of flutes
(5) W-Weldon
(6) Recommended clamping torque
For inserts, see pages: MT LNH#-ACME (Internal) (427) • MT LNH#-ISO (Internal) (420) • MT LNH#-NPS (426) • MT LNH#-NPSF (426) • MT LNH#-UN (Internal) (422) • MT
LNH#-W (424) • MT LNHT-ABUT (427) • MT LNHT-BSPT (425) • MT LNHT-NPT (424) • MT LNHT-NPTF (425) • MT LNHU-ISO (External) (421) • MT LNHU-PG (428) • MT
LNHU-UN (External) (423)
415