
Page 429 - ISCAR(MILLINGCATALOG 38_2021)
P. 429
TP
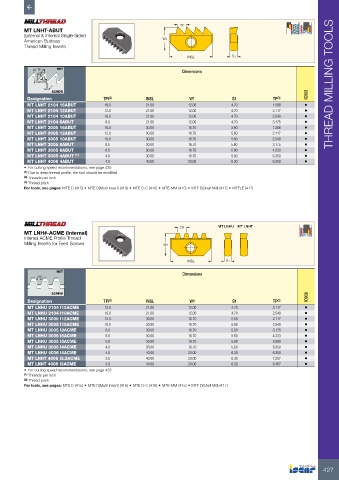
MT LNHT-ABUT
External & Internal Single-Sided
American Buttress W1
Thread Milling Inserts
INSL S1
TP NUT Dimensions
45°
0.16316TP
7° THREAD MILLING TOOLS
SCREW IC908
Designation TPI (2) INSL W1 S1 TP (3)
MT LNHT 2104 16ABUT 16.0 21.00 12.00 4.70 1.588 •
MT LNHT 2104 12ABUT 12.0 21.00 12.00 4.70 2.117 •
MT LNHT 2104 10ABUT 10.0 21.00 12.00 4.70 2.540 •
MT LNHT 2104 8ABUT 8.0 21.00 12.00 4.70 3.175 •
MT LNHT 3005 16ABUT 16.0 30.00 16.70 5.60 1.588 •
MT LNHT 3005 12ABUT 12.0 30.00 16.70 5.60 2.117 •
MT LNHT 3005 10ABUT 10.0 30.00 16.70 5.60 2.540 •
MT LNHT 3005 8ABUT 8.0 30.00 16.70 5.60 3.175 •
MT LNHT 3005 6ABUT 6.0 30.00 16.70 5.60 4.233 •
MT LNHT 3005 4ABUT (1) 4.0 30.00 16.70 5.60 6.350 •
MT LNHT 4006 4ABUT 4.0 40.00 20.00 6.30 6.350 •
• For cutting speed recommendations, see page 435
(1) Due to deep thread profile, the tool should be modified
(2) Threads per inch
(3) Thread pitch
For tools, see pages: MTE D (415) • MTE D(Multi Insert) (416) • MTE D-C (416) • MTE-MM (415) • MTF D(Shell Mill) (417) • MTFLE (417)
TP MT LNHU MT LNHT
MT LNH#-ACME (Internal)
Internal ACME Profile Thread
Milling Inserts for Feed Screws W1
INSL S1
NUT
29° Dimensions
SCREW IC908
Designation TPI (1) INSL W1 S1 TP (2)
MT LNHU 2104 I12ACME 12.0 21.00 12.00 4.70 2.117 •
MT LNHU 2104 I10ACME 10.0 21.00 12.00 4.70 2.540 •
MT LNHU 3005 I12ACME 12.0 30.00 16.70 5.60 2.117 •
MT LNHU 3005 I10ACME 10.0 30.00 16.70 5.60 2.540 •
MT LNHU 3005 I8ACME 8.0 30.00 16.70 5.60 3.175 •
MT LNHU 3005 I6ACME 6.0 30.00 16.70 5.60 4.233 •
MT LNHU 3005 I5ACME 5.0 30.00 16.70 5.60 5.080 •
MT LNHU 3005 I4ACME 4.0 30.00 16.70 5.60 6.350 •
MT LNHU 4006 I4ACME 4.0 40.00 20.00 6.30 6.350 •
MT LNHT 4006 I3.5ACME 3.5 40.00 20.00 6.30 7.257 •
MT LNHT 4006 I3ACME 3.0 40.00 20.00 6.30 8.467 •
• For cutting speed recommendations, see page 435
(1) Threads per inch
(2) Thread pitch
For tools, see pages: MTE D (415) • MTE D(Multi Insert) (416) • MTE D-C (416) • MTE-MM (415) • MTF D(Shell Mill) (417)
427