
Page 439 - ISCAR(MILLINGCATALOG 38_2021)
P. 439
USER GUIDE
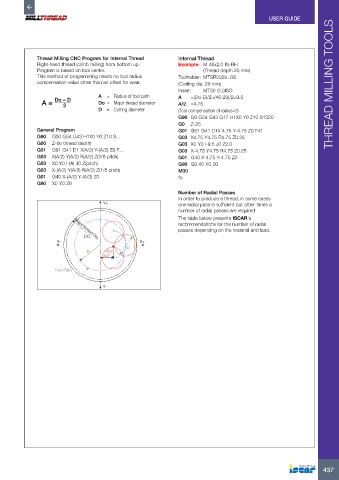
Thread Milling CNC Program for Internal Thread Internal Thread
Right-hand thread (climb milling) from bottom up. Example: M 48x2.0 IN-RH
Program is based on tool center. (Thread depth 25 mm)
This method of programming needs no tool radius Toolholder: MTSR0029 J30
compensation value other than an offset for wear. (Cutting dia. 29 mm) THREAD MILLING TOOLS
Insert: MT30 I2.0ISO
A = Radius of tool path A =(Do-D)/2=(48-29)/2=9.5
A = Do – D Do = Major thread diameter A/2 =4.75
2
D = Cutting diameter (Tool compensation of radius=0)
G90 G0 G54 G43 G17 H1X0 Y0 Z10 S1320
G0 Z-25
General Program G01 G91 G41 D1X 4.75 Y-4.75 Z0 F41
G90 G00 G54 G43 H1X0 Y0 Z10 S... G03 X4.75 Y4.75 R4.75 Z0.25
G00 Z-(to thread depth) G03 X0 Y0 I-9.5 J0 Z2.0
G01 G91 G41 D1 X(A/2) Y-(A/2) Z0 F... G03 X-4.75 Y4.75 R4.75 Z0.25
G03 X(A/2) Y(A/2) R(A/2) Z(1/8 pitch) G01 G40 X-4.75 Y-4.75 Z0
G03 X0 Y0 I-(A) J0 Z(pitch) G90 G0 X0 Y0 Z0
G03 X-(A/2) Y(A/2) R(A/2) Z(1/8 pitch) M30
G01 G40 X-(A/2) Y-(A/2) Z0 %
G90 X0 Y0 Z0
Number of Radial Passes
In order to produce a thread, in some cases
Y+ one radial pass is sufficient but other times a
number of radial passes are required.
The table below presents ISCAR's
recommendations for the number of radial
passes depending on the material and lead.
DO
Major thread Dia.
X- X+
D
A A/2
A/2
Tool Path
Y-
437