
Page 442 - ISCAR(MILLINGCATALOG 38_2021)
P. 442
USER GUIDE
THREAD MILLING TOOLS
Entering the workpiece
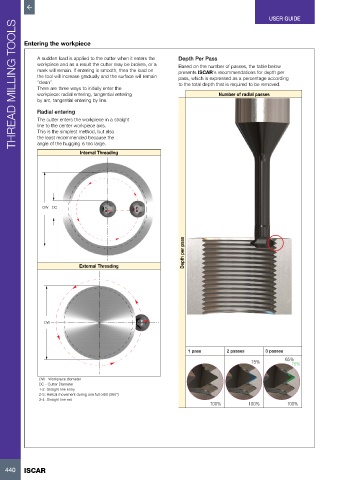
A sudden load is applied to the cutter when it enters the Depth Per Pass
workpiece and as a result the cutter may be broken, or a Based on the number of passes, the table below
mark will remain. If entering is smooth, then the load on presents ISCAR's recommendations for depth per
the tool will increase gradually and the surface will remain pass, which is expressed as a percentage according
“clean”. to the total depth that is required to be removed.
There are three ways to initially enter the
workpiece: radial entering, tangential entering Number of radial passes
by arc, tangential entering by line.
Radial entering
The cutter enters the workpiece in a straight
line to the center workpiece axis.
This is the simplest method, but also
the least recommended because the
angle of the hugging is too large.
Internal Threading
DW DC 1 2
4 3
Depth per pass
External Threading
DW 2 3 1 4
DC
1 pass 2 passes 3 passes
75% 65% 75%
DW - Workpiece diameter
DC - Cutter Diameter
1-2: Straight line entry
2-3: Helical movement during one full orbit (360°)
3-4: Straight line exit
100% 100% 100%
440 ISCAR