
Page 447 - ISCAR(MILLINGCATALOG 38_2021)
P. 447
AE W1 S Rd°
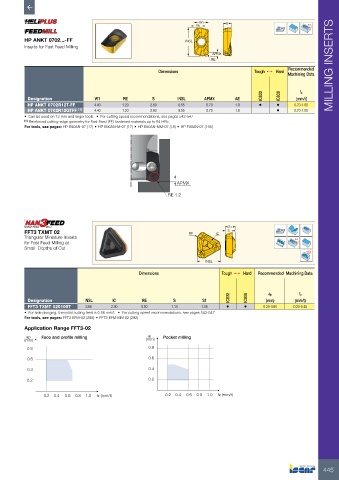
HP ANKT 0702...-FF INSL
Inserts for Fast Feed Milling
APMX
RE
Dimensions Tough 1 Hard Recommended MILLING INSERTS
Machining Data
IC830 IC808 fz
Designation W1 RE S INSL APMX AE (mm/t)
HP ANKT 0702R12T-FF 4.40 1.20 2.60 8.55 0.70 1.9 • • 0.70-1.00
HP ANKT 0702R12GTFF (1) 4.40 1.20 2.60 8.55 0.70 1.9 • 0.70-1.00
• Can be used on 12 mm and larger tools • For cutting speed recommendations, see pages 542-547
(1) Reinforced cutting-edge geometry for Fast Feed (FF) hardened materials up to 64 HRc
For tools, see pages: HP E90AN-07 (17) • HP E90AN-M-07 (17) • HP E90AN-MM-07 (18) • HP F90AN-07 (195)
APMX
RE 1.2
S1
FFT3 TXMT 02 RE IC S
Triangular Miniature Inserts Rd°
for Fast Feed Milling at
Small Depths of Cut
INSL
Dimensions Tough 1 Hard Recommended Machining Data
ap
fz
Designation INSL IC RE S S1 IC830 IC808 (mm) (mm/t)
FFT3 TXMT 020105T 3.66 2.00 0.50 1.10 1.56 • • 0.20-0.60 0.20-0.45
• For side plunging, the initial cutting feed is 0.06 mm/t • For cutting speed recommendations, see pages 542-547
For tools, see pages: FFT3 EFM-02 (292) • FFT3 EFM-MM 02 (292)
Application Range FFT3-02
ap Face and profile milling ap Pocket milling
(mm) (mm)
0.8 0.8
0.6 0.6
0.4 0.4
0.2 0.2
0.2 0.4 0.6 0.8 1.0 fz (mm/t) 0.2 0.4 0.6 0.8 1.0 fz (mm/t)
445