
Page 450 - ISCAR(MILLINGCATALOG 38_2021)
P. 450
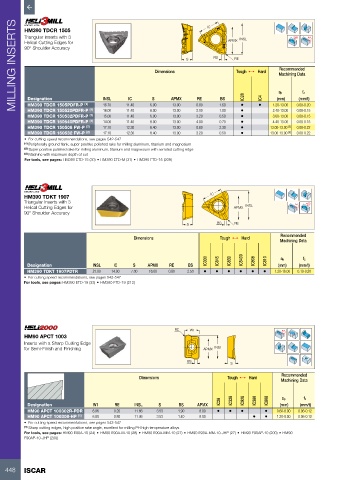
MILLING INSERTS HM390 TDCR 1505 Dimensions S IC BS APMX Tough 1 Hard Recommended Rd°
Triangular Inserts with 3
INSL
Helical Cutting Edges for
90° Shoulder Accuracy
RE
Machining Data
ap
fz
Designation
S
IC
(mm/t)
(mm)
RE
BS
HM390 TDCR 1505PDFR-P
13.00
16.70
(1)
•
13.00
2.00
HM390 TDCR 150520PDFR-P
16.00
11.40
6.00
1.00
2.40-13.00
0.08-0.15
•
(1)
11.40
15.00
0.08-0.15
0.50
3.20
13.00
3.60-13.00
6.00
HM390 TDCR 150532PDFR-P (1) INSL 11.40 6.00 APMX 0.80 1.60 • IC28 • IC4 1.20-13.00 0.08-0.20
HM390 TDCR 150540PDFR-P (1) 14.00 11.40 6.00 13.00 4.00 0.70 • 4.40-13.00 0.08-0.15
HM390 TDCR 150508 FW-P (2) 17.10 12.30 6.40 13.00 0.80 2.30 • 13.00-13.00 (3) 0.08-0.22
HM390 TDCR 150532 FW-P (2) 17.10 12.30 6.40 13.00 3.20 0.50 • 13.00-13.00 0.08-0.22
(3)
• For cutting speed recommendations, see pages 542-547
(1) Peripherally ground flank, super positive polished rake for milling aluminum, titanium and magnesium
(2) Super positive polished rake for milling aluminum, titanium and magnesium with serrated cutting edge
(3) Machine with maximum depth of cut
For tools, see pages: HM390 ETD-15 (30) • HM390 ETD-M (31) • HM390 FTD-15 (209)
HM390 TDKT 1907 IC
Triangular Inserts with 3 Rd°
Helical Cutting Edges for APMX INSL
90° Shoulder Accuracy
S BS RE
Dimensions Tough 1 Hard Recommended
Machining Data
IC330 IC845 IC830 IC5400 IC808 IC810 ap fz
Designation INSL IC S APMX RE BS (mm) (mm/t)
HM390 TDKT 1907PDTR 21.00 14.00 7.00 16.00 0.80 2.50 • • • • • • 1.20-16.00 0.10-0.20
• For cutting speed recommendations, see pages 542-547
For tools, see pages: HM390 ETD-19 (33) • HM390 FTD-19 (212)
RE W1 Rd°
HM90 APCT 1003
Inserts with a Sharp Cutting Edge
for Semi-Finish and Finishing APMX INSL
BS S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC28 IC328 IC928 IC380 IC808 ap fz
Designation W1 RE INSL S BS APMX (mm) (mm/t)
HM90 APCT 100302R-PDR 6.96 0.20 11.66 3.53 1.90 8.00 • • • • 0.60-8.00 0.06-0.12
HM90 APCT 100308-HP (1) 6.80 0.80 11.46 3.53 1.40 8.00 • • 1.20-8.00 0.06-0.12
• For cutting speed recommendations, see pages 542-547
(1) Sharp cutting edges, high positive rake angle, excellent for milling PH high temperature alloys
For tools, see pages: HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27) • HM90 F90AP-10 (200) • HM90
F90AP-10-JHP (200)
448 ISCAR