
Page 455 - ISCAR(MILLINGCATALOG 38_2021)
P. 455
RE W1 Rd°
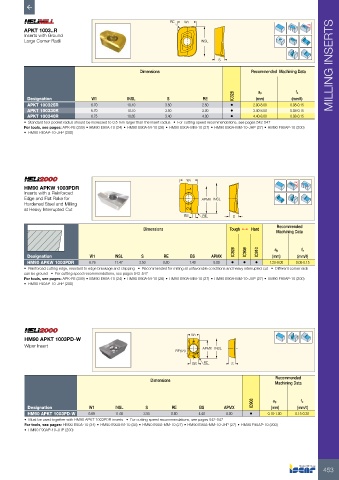
APKT 1003..R
Inserts with Ground
Large Corner Radii INSL
S
Dimensions Recommended Machining Data MILLING INSERTS
IC328 ap fz
Designation W1 INSL S RE (mm) (mm/t)
APKT 100325R 6.70 10.10 3.50 2.50 • 2.90-8.00 0.08-0.15
APKT 100330R 6.70 10.10 3.50 3.00 • 3.40-8.00 0.08-0.15
APKT 100340R 6.75 10.65 3.40 4.00 • 4.40-8.00 0.08-0.15
• Standard tool pocket radius should be increased to 0.5 mm larger than the insert radius • For cutting speed recommendations, see pages 542-547
For tools, see pages: APK-FE (239) • HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27) • HM90 F90AP-10 (200)
• HM90 F90AP-10-JHP (200)
W1 Rd°
HM90 APKW 1003PDR 1
Inserts with a Reinforced
Edge and Flat Rake for APMX lNSL
Hardened Steel and Milling
at Heavy Interrupted Cut 2
BS RE S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC928 IC908 IC910 ap fz
Designation W1 INSL S RE BS APMX (mm) (mm/t)
HM90 APKW 1003PDR 6.76 11.47 3.50 0.80 1.40 8.00 • • • 1.20-8.00 0.08-0.15
• Reinforced cutting edge, resistant to edge breakage and chipping • Recommended for milling at unfavorable conditions and heavy interrupted cut • Different corner radii
can be ground • For cutting speed recommendations, see pages 542-547
For tools, see pages: APK-FE (239) • HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27) • HM90 F90AP-10 (200)
• HM90 F90AP-10-JHP (200)
HM90 APKT 1003PD-W W1 W
Wiper Insert APMX INSL
RE820
W M90
BS RE S
Recommended
Dimensions Machining Data
IC908 ap fz
Designation W1 INSL S RE BS APMX (mm) (mm/t)
HM90 APKT 1003PD-W 6.69 11.65 3.55 0.80 4.40 8.00 • 0.10-1.00 0.15-0.30
• Must be used together with HM90 APKT 1003PDR inserts • For cutting speed recommendations, see pages 542-547
For tools, see pages: HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27) • HM90 F90AP-10 (200)
• HM90 F90AP-10-JHP (200)
453