
Page 460 - ISCAR(MILLINGCATALOG 38_2021)
P. 460
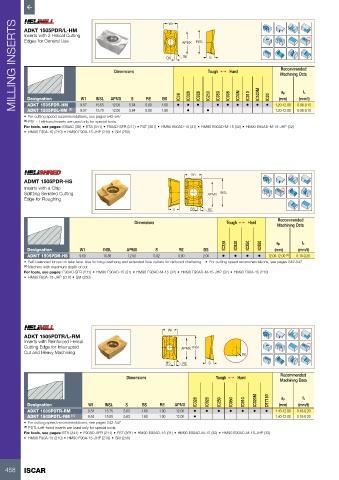
MILLING INSERTS ADKT 1505PDR/L-HM Dimensions BS APMX INSL Tough 1 Hard Machining Data Rd°
W1
Inserts with 2 Helical Cutting
Edges for General Use
RE
S
Recommended
ap
fz
RE
BS
APMX
S
Designation
INSL
W1
(mm)
(mm/t)
ADKT 1505PDR-HM
12.00
9.57
15.65
•
1.60
15.70
1.20-12.00
(1)
9.57
0.08-0.15
0.80
12.00
ADKT 1505PDL-HM
5.64
• For cutting speed recommendations, see pages 542-547 5.64 0.80 1.60 • IC28 • IC328 • IC928 • IC250 • IC950 • IC908 • IC30N • IC910 • IC520M • IC20 1.20-12.00 0.08-0.15
(1) PDL - Left-hand inserts are used only for special tools.
For tools, see pages: E90AC (36) • ETS (341) • F90AD-SFR (211) • FST (361) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32)
• HM90 F90A-15 (210) • HM90 F90A-15-JHP (210) • SM (250)
W1
ADMT 1505PDR-HS
Inserts with a Chip Rd°
Splitting Serrated Cutting APMX INSL
Edge for Roughing
S BS RE
Recommended
Dimensions Tough 1 Hard
Machining Data
IC328 IC928 IC250 IC950 ap fz
Designation W1 INSL APMX S RE BS (mm) (mm/t)
ADMT 1505PDR-HS 9.60 15.85 12.00 5.92 0.80 2.00 • • • • 12.00-12.00 (1) 0.10-0.20
• Self-balanced forces on rake face. Use for long overhang and extended flute cutters for reduced chattering. • For cutting speed recommendations, see pages 542-547
(1) Machine with maximum depth of cut
For tools, see pages: F90AD-SFR (211) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32) • HM90 F90A-15 (210)
• HM90 F90A-15-JHP (210) • SM (250)
W1
ADKT 1505PDTR/L-RM
Inserts with Reinforced Helical Rd°
Cutting Edge for Interrupted APMX INSL
Cut and Heavy Machining RE
BS RE S
Recommended
Dimensions Tough 1 Hard
Machining Data
ap
fz
Designation W1 INSL S BS RE APMX IC328 IC928 IC250 IC950 IC910 IC520M DT7150 (mm) (mm/t)
ADKT 1505PDTR-RM 9.54 15.75 5.63 1.60 1.00 12.00 • • • • • • • 1.40-12.00 0.10-0.20
ADKT 1505PDTL-RM (1) 9.54 15.80 5.63 1.60 1.00 12.00 • 1.40-12.00 0.10-0.20
• For cutting speed recommendations, see pages 542-547
(1) PDTL-Left-hand inserts are used only for special tools.
For tools, see pages: ETS (341) • F90AD-SFR (211) • FST (361) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32)
• HM90 F90A-15 (210) • HM90 F90A-15-JHP (210) • SM (250)
458 ISCAR