
Page 459 - ISCAR(MILLINGCATALOG 38_2021)
P. 459
W1
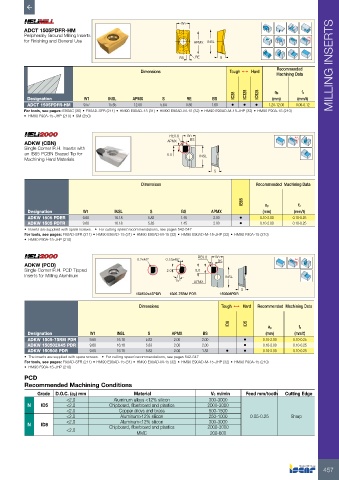
ADCT 1505PDFR-HM
Peripherally Ground Milling Inserts Rd°
for Finishing and General Use APMX INSL
BS RE S
Dimensions Tough 1 Hard Recommended MILLING INSERTS
Machining Data
IC28 IC328 IC928 ap fz
Designation W1 INSL APMX S RE BS (mm) (mm/t)
ADCT 1505PDFR-HM 9.57 15.65 12.00 5.64 0.80 1.60 • • • 1.20-12.00 0.06-0.12
For tools, see pages: E90AC (36) • F90AD-SFR (211) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32) • HM90 F90A-15 (210)
• HM90 F90A-15-JHP (210) • SM (250)
RE0.8 W1 Rd°
ADKW (CBN) APMX BS
Single Corner R.H. Inserts with
an IB85 PCBN Brazed Tip for 5.0 INSL
Machining Hard Materials
S
Dimensions Recommended Machining Data
IB85 ap fz
Designation W1 INSL S BS APMX (mm) (mm/t)
ADKW 1505 PDER 9.60 16.18 5.83 1.45 2.00 • 0.10-2.00 0.10-0.25
ADKW 1505 PDTR 9.60 16.18 5.83 1.45 2.00 • 0.10-2.00 0.10-0.25
• Inserts are supplied with spare screws. • For cutting speed recommendations, see pages 542-547
For tools, see pages: F90AD-SFR (211) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32) • HM90 F90A-15 (210)
• HM90 F90A-15-JHP (210)
0.2x45° 0.15x45° RE0.8 W1 Rd°
ADKW (PCD) BS
Single Corner R.H. PCD Tipped 2.0 5.0
Inserts for Milling Aluminum INSL
15º APMX
S
150502x45PDR 1505-75RM PDR 150508PDR
Dimensions Tough 1 Hard Recommended Machining Data
ID8 ID5
ap fz
Designation W1 INSL S APMX BS (mm) (mm/t)
ADKW 1505-75RM PDR 9.60 16.18 5.83 2.00 2.00 • 0.10-2.00 0.10-0.25
ADKW 150502X45 PDR 9.60 16.18 5.83 2.00 2.00 • 0.10-2.00 0.10-0.25
ADKW 150508 PDR 9.60 16.18 5.83 2.00 1.52 • • 0.10-2.00 0.10-0.25
• The inserts are supplied with spare screws. • For cutting speed recommendations, see pages 542-547
For tools, see pages: F90AD-SFR (211) • HM90 E90AD-15 (31) • HM90 E90AD-M-15 (32) • HM90 E90AD-M-15-JHP (32) • HM90 F90A-15 (210)
• HM90 F90A-15-JHP (210)
PCD
Recommended Machining Conditions
Grade D.O.C. (ap) mm Material Vc m/min Feed mm/tooth Cutting Edge
<2.0 Aluminum alloys <12% silicon 300-3000
N ID5 <2.0 Chipboard, fiberboard and plastics 2000-3000
<2.0 Copper alloys and brass 500-1500
<2.0 Aluminum>12% silicon 250-1000 0.05-0.25 Sharp
<2.0 Aluminum<12% silicon 300-3000
N ID8 Chipboard, fiberboard and plastics 2000-3000
<2.0
MMC 200-600
457