
Page 451 - ISCAR(MILLINGCATALOG 38_2021)
P. 451
RE RE W1
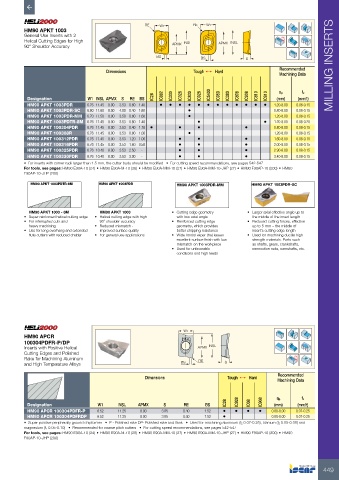
HM90 APKT 1003 W1
General Use Inserts with 2 Rd°
Helical Cutting Edges for High INSL APMX INSL
90° Shoulder Accuracy APMX
BS BS S
Dimensions Tough 1 Hard Recommended MILLING INSERTS
Machining Data
fz
ap
Designation W1 INSL APMX S RE BS IC28 IC882 IC330 IC328 IC830 IC928 IC5400 IC950 IC380 IC808 IC908 IC810 IC910 (mm) (mm/t)
HM90 APKT 1003PDR 6.76 11.45 8.00 3.53 0.80 1.40 • • • • • • • • • • • • 1.20-8.00 0.08-0.15
HM90 APKT 1003PDR-SC 6.80 11.60 8.00 4.00 0.40 1.80 • 0.80-8.00 0.08-0.15
HM90 APKT 1003PDR-MM 6.70 11.50 8.00 3.50 0.80 1.60 • 1.20-8.00 0.08-0.15
HM90 APKT 1003PDTR-8M 6.76 11.45 8.00 3.53 0.80 1.40 • • 1.20-8.00 0.08-0.20
HM90 APKT 100304PDR 6.76 11.45 8.00 3.53 0.40 1.78 • • • • 0.80-8.00 0.08-0.15
HM90 APKT 100308R 6.76 11.45 8.00 3.53 0.80 1.00 • 1.20-8.00 0.08-0.15
HM90 APKT 100312PDR 6.76 11.45 8.00 3.53 1.20 1.00 • • • 1.60-8.00 0.08-0.15
HM90 APKT 100316PDR 6.76 11.45 8.00 3.53 1.60 0.58 • • • 2.00-8.00 0.08-0.15
HM90 APKT 100325PDR 6.76 10.40 8.00 3.53 2.50 - • • • 2.90-8.00 0.08-0.15
HM90 APKT 100330PDR 6.76 10.40 8.00 3.53 3.00 - • • • 3.40-8.00 0.08-0.15
• For inserts with corner radii larger than 1.5 mm, the cutter body should be modified • For cutting speed recommendations, see pages 542-547
For tools, see pages: HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27) • HM90 F90AP-10 (200) • HM90
F90AP-10-JHP (200)
HM90 APKT 1003PDTR-8M HM90 APKT 1003PDR HM90 APKT 1003PDR-MM HM90 APKT 1003PDR-SC
HM90 APKT 1003 - 8M HM90 APKT 1003 • Cutting edge geometry • Larger axial effective angle up to
• Super reinforced helical cutting edge • Helical cutting edge with high with low axial angle the middle of the insert length
• For interrupted cuts and 90˚ shoulder accuracy • Reinforced cutting edge • Reduced cutting forces, effective
heavy machining • Reduced mismatch - geometry, which provides up to 5 mm – the middle of
• Use for long overhang and extended improved surface quality better chipping resistance insert’s cutting edge length
flute cutters with reduced chatter • For general use applications • Wide frontal wiper that leaves • Used for machining ductile high
excellent surface finish with low strength materials. Parts such
mismatch on the workpiece as shafts, gears, crankshafts,
• Used for unfavorable connection rods, camshafts, etc.
conditions and high feeds
W1
HM90 APCR
100304PDFR-P/DP
Inserts with Positive Helical APMX lNSL
Cutting Edges and Polished
Rake for Machining Aluminum RE Rd°
and High Temperature Alloys BS S
Recommended
Dimensions Tough 1 Hard
Machining Data
fz
ap
Designation W1 INSL APMX S RE BS IC28 IC928 IC08 IC908 (mm) (mm/t)
HM90 APCR 100304PDFR-P 6.52 11.25 8.00 3.85 0.40 1.52 • • • • 0.80-8.00 0.07-0.25
HM90 APCR 100304PDFRDP 6.52 11.25 8.00 3.85 0.40 1.52 • 0.80-8.00 0.07-0.25
• Super positive peripherally ground chipformer • P - Polished rake DP- Polished rake and flank • Used for machining aluminum (fz 0.07-0.25), titanium (fz 0.05-0.08) and
magnesium (fz 0.05-0.10) • Recommended for coarse pitch cutters • For cutting speed recommendations, see pages 542-547
For tools, see pages: HM90 E90A-10 (24) • HM90 E90A-M-10 (28) • HM90 E90A-MM-10 (27) • HM90 E90A-MM-10-JHP (27) • HM90 F90AP-10 (200) • HM90
F90AP-10-JHP (200)
449