
Page 302 - ISCAR(TURNING-CATALOG-42-2022)
P. 302
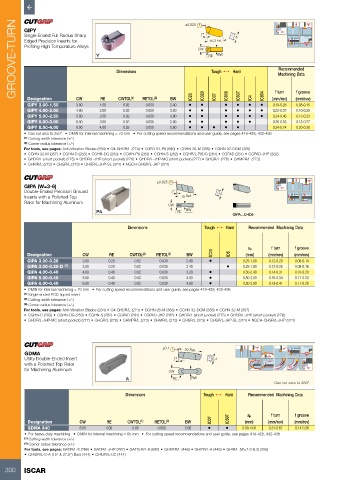
GROOVE-TURN GIPY Dimensions ±0.025 CW 7° RE Tough 1 Hard Machining Data
Single-Ended Full Radius Sharp
5
Edged Precision Inserts for
15.3 Ref.
Profiling High Temperature Alloys
BW
Recommended
f turn
f groove
RE
Designation
GIPY 3.00-1.50 CW 1.50 CWTOL (1) RETOL (2) BW • IC20 • IC320 IC07 • IC806 • IC907 • IC4 • IC804 (mm/rev) (mm/rev)
3.00
0.02
0.19-0.28
0.08-0.15
0.050
2.40
GIPY 4.00-2.00 4.00 2.00 0.02 0.050 3.20 • • • • • • 0.22-0.37 0.10-0.20
GIPY 5.00-2.50 5.00 2.50 0.02 0.050 3.90 • • • • • • 0.24-0.46 0.13-0.23
GIPY 6.00-3.00 6.00 3.00 0.02 0.050 5.00 • • • • • 0.26-0.55 0.15-0.27
GIPY 8.00-4.00 8.00 4.00 0.02 0.050 5.60 • • • • • 0.34-0.74 0.20-0.36
• Can cut arcs to 250° • DMIN for internal machining = 70 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: Anti-Vibration Blades (284) • C#-GHDR/L (274) • CGFG 51-P8 (580) • CGHN 26-M (356) • CGHN 32-DGM (358)
• CGHN 32-M (357) • CGHN-D (283) • CGHN-DG (283) • CGHN-P8 (283) • CGHN-S (282) • CGHR/L-P8DG (284) • CGPAD (281) • CGPAD-JHP (282)
• GHDR/L (short pocket) (275) • GHDR/L-JHP (short pocket) (276) • GHDR/L-JHP-MC (short pocket) (277) • GHGR/L (278) • GHMPR/L (273)
• GHMR/L (273) • GHSR/L (373) • GHSR/L-JHP-SL (374) • NQCH-GHSR/L-JHP (374)
GIPA (W=3-6) ±0.025
Double-Ended Precision Ground 7° 5
Inserts with a Polished Top 15 Ref.
Rake for Machining Aluminum
CW
RE BW
GIPA…D-ID5
Dimensions Tough 1 Hard Recommended Machining Data
ap f turn f groove
Designation CW RE CWTOL (2) RETOL (3) BW IC20 ID5 (mm) (mm/rev) (mm/rev)
GIPA 3.00-0.20 3.00 0.20 0.02 0.030 2.40 • 0.25-1.80 0.12-0.20 0.08-0.14
GIPA 3.00-0.20-D (1) 3.00 0.20 0.02 0.030 2.40 • 0.25-1.80 0.12-0.25 0.09-0.16
GIPA 4.00-0.40 4.00 0.40 0.02 0.030 3.20 • 0.50-2.40 0.14-0.31 0.10-0.20
GIPA 5.00-0.40 5.00 0.40 0.02 0.030 4.00 • 0.50-3.00 0.16-0.34 0.11-0.23
GIPA 6.00-0.40 6.00 0.40 0.02 0.030 4.80 • 0.50-3.60 0.19-0.41 0.11-0.26
• DMIN for internal machining = 70 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Single-ended PCD tipped insert
(2) Cutting width tolerance (+/-)
(3) Corner radius tolerance (+/-)
For tools, see pages: Anti-Vibration Blades (284) • C#-GHDR/L (274) • CGHN 26-M (356) • CGHN 32-DGM (358) • CGHN 32-M (357)
• CGHN-D (283) • CGHN-DG (283) • CGHN-S (282) • CGPAD (281) • CGPAD-JHP (282) • GHDR/L (short pocket) (275) • GHDR/L-JHP (short pocket) (276)
• GHDR/L-JHP-MC (short pocket) (277) • GHGR/L (278) • GHMPR/L (273) • GHMR/L (273) • GHSR/L (373) • GHSR/L-JHP-SL (374) • NQCH-GHSR/L-JHP (374)
±0.1
GDMA 30 Ref.
Utility Double-Ended Insert 7° 6.4
with a Polished Top Rake
for Machining Aluminum CW
RE BW
Can cut arcs to 250°
Dimensions Tough 1 Hard Recommended Machining Data
f turn
f groove
ap
Designation CW RE CWTOL (1) RETOL (2) BW IC07 IC507 (mm) (mm/rev) (mm/rev)
GDMA 840 8.00 4.00 0.05 0.050 5.60 • • 0.00-4.00 0.24-0.67 0.14-0.38
• For heavy-duty machining • DMIN for internal machining = 65 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: GADR/L-8 (286) • GADR/L-JHP (287) • GAFG-R/L-8 (580) • GHDKR/L (446) • GHIFR/L-A (445) • GHIR/L (W=7.0-8.3) (355)
• GHIUR/L-C-A (15° & 27.5°) Bars (444) • GHIUR/L-UC (444)
300 ISCAR