
Page 420 - ISCAR(TURNING-CATALOG-42-2022)
P. 420
CW
TOOLS FOR MINIATURE PARTS
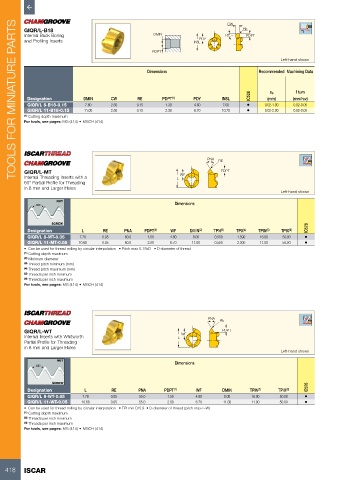
GIQR/L-B18 RE
Internal Back Boring DMIN 18° PDPT
and Profiling Inserts INSL PDY
PDPT
Left-hand shown
Dimensions Recommended Machining Data
IC528 ap f turn
Designation DMIN CW RE PDPT (1) PDY INSL (mm) (mm/rev)
GIQR/L 8-B18-0.15 7.80 2.50 0.15 1.30 4.60 7.60 • 0.02-1.00 0.02-0.05
GIQR/L 11-B18-0.15 11.00 2.50 0.15 2.30 6.70 10.70 • 0.02-2.00 0.02-0.05
(1) Cutting depth maximum
For tools, see pages: MG (414) • MGCH (414)
PNA RE
GIQR/L-MT WF PDPT
Internal Threading Inserts with a L
60° Partial Profile for Threading
in 8 mm and Larger Holes
Left-hand shown
NUT
60° Dimensions
SCREW
Designation L RE PNA PDPT (1) WF DMIN (2) TPN (3) TPX (4) TPIN (5) TPIX (6) IC528
GIQR/L 8-MT-0.05 7.78 0.05 60.0 1.50 4.80 8.00 0.500 1.590 16.00 50.00 •
GIQR/L 11-MT-0.05 10.68 0.05 60.0 2.00 6.70 11.00 0.500 2.300 11.00 50.00 •
• Can be used for thread milling by circular interpolation • Pitch max 0.19xD • D-diameter of thread
(1) Cutting depth maximum
(2) Minimum diameter
(3) Thread pitch minimum (mm)
(4) Thread pitch maximum (mm)
(5) Threads per inch minimum
(6) Threads per inch maximum
For tools, see pages: MG (414) • MGCH (414)
PNA RE
GIQR/L-WT PDPT
Internal Inserts with Whitworth L WF
Partial Profile for Threading
in 8 mm and Larger Holes
Left-hand shown
NUT
55° Dimensions
SCREW
Designation L RE PNA PDPT (1) WF DMIN TPIN (2) TPIX (3) IC528
GIQR/L 8-WT-0.05 7.78 0.05 55.0 1.50 4.80 8.00 16.00 50.00 •
GIQR/L 11-WT-0.05 10.68 0.05 55.0 2.00 6.70 11.00 11.00 50.00 •
• Can be used for thread milling by circular interpolation • TPI min D/5.9 • D-diameter of thread (pitch max<=W)
(1) Cutting depth maximum
(2) Threads per inch minimum
(3) Threads per inch maximum
For tools, see pages: MG (414) • MGCH (414)
418 ISCAR