
Page 610 - ISCAR(TURNING-CATALOG-42-2022)
P. 610
USER GUIDE
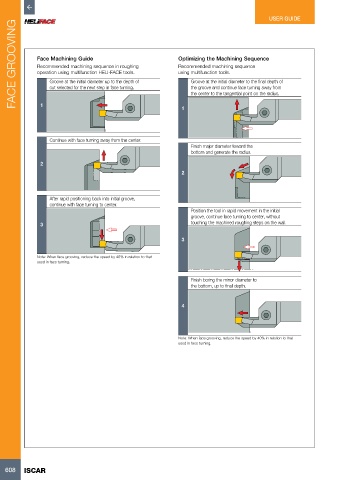
FACE GROOVING Face Machining Guide Optimizing the Machining Sequence
Recommended machining sequence
Recommended machining sequence in roughing
using multifunction tools.
operation using multifunction HELI-FACE tools.
Groove at the initial diameter up to the depth of
Groove at the initial diameter to the final depth of
cut selected for the next step in face turning.
the groove and continue face turning away from
the center to the tangential point on the radius.
1
Continue with face turning away from the center. 1
Finish major diameter toward the
bottom and generate the radius.
2
2
After rapid positioning back into initial groove,
continue with face turning to center.
Position the tool in rapid movement in the initial
groove, continue face turning to center, without
3 touching the machined roughing steps on the wall.
3
Note: When face grooving, reduce the speed by 40% in relation to that
used in face turning.
Finish boring the minor diameter to
the bottom, up to final depth.
4
Note: When face grooving, reduce the speed by 40% in relation to that
used in face turning.
608 ISCAR