
Page 433 - DC_SWISS(Catalogue_TM_ES-EN)
P. 433
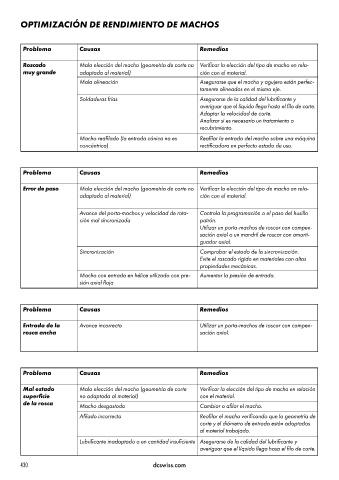
OPTIMIZACIÓN DE RENDIMIENTO DE MACHOS
Problema Causas Remedios
Roscado Mala elección del macho (geometría de corte no Verificar la elección del tipo de macho en rela-
muy grande adaptada al material) ción con el material.
Mala alineación Asegurarse que el macho y agujero están perfec-
tamente alineados en el mismo eje.
Soldaduras frías Asegurarse de la calidad del lubrificante y
averiguar que el líquido llega hasta el filo de corte.
Adaptar la velocidad de corte.
Analizar si es necesario un tratamiento o
recubrimiento.
Macho reafilado (la entrada cónica no es Reafilar la entrada del macho sobre una máquina
concéntrica) rectificadora en perfecto estado de uso.
Problema Causas Remedios
Error de paso Mala elección del macho (geometría de corte no Verificar la elección del tipo de macho en rela-
adaptada al material) ción con el material.
Avance del porta-machos y velocidad de rota- Controla la programación o el paso del husillo
ción mal síncronizada patrón.
Utilizar un porta-machos de roscar con compen-
sación axial o un mandril de roscar con amorti-
guador axial.
Sincronización Comprobar el estado de la sincronización.
Evite el roscado rígido en materiales con altas
propiedades mecánicas.
Macho con entrada en hélice utilizado con pre- Aumentar la presión de entrada.
sión axial floja
Problema Causas Remedios
Entrada de la Avance incorrecto Utilizar un porta-machos de roscar con compen-
rosca ancha sación axial.
Problema Causas Remedios
Mal estado Mala elección del macho (geometría de corte Verificar la elección del tipo de macho en relación
superficie no adaptada al material) con el material.
de la rosca Macho desgastado Cambiar o afilar el macho.
Afilado incorrecto Reafilar el macho verificando que la geometría de
corte y el diámetro de entrada están adaptados
al material trabajado.
Lubrificante inadaptado o en cantidad insuficiente Asegurarse de la calidad del lubrificante y
averiguar que el líquido llega hasa el filo de corte.
430 dcswiss.com