
Page 248 - Catalogo-AMF-Elementos-mecanicos-de-fijacion
P. 248
52 MXD
M 60° HSS DIN ISO 2 B h9 DIN DIN
E 13 6H 4 ≤3×D 371 376
≤ M10 ≥ M12
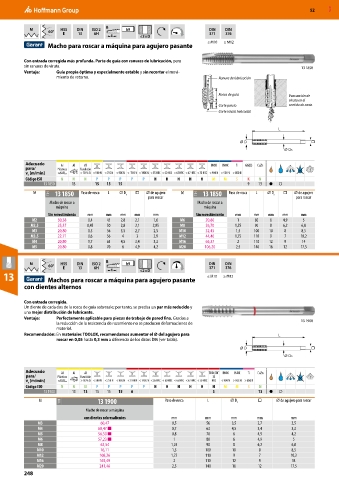
Macho para roscar a máquina para agujero pasante
Con entrada corregida más profunda. Parte de guía con ranuras de lubricación, pero
sin ranuras de viruta. 13 1850
Ventaja: Guía propia óptima y especialmente estable y sin recortar el movi-
miento de retorno. Ranura de lubricación
Rosca de guía Evacuación de
viruta en el
Corte previo sentido de corte.
Corte inicial helicoidal
L
D
DS
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H M M S K N
13 1850 13 15 15 15 9 13 ● ○
M 11H 13 1850 Paso de rosca L ⌀ D s □ ⌀ de agujero M 11H 13 1850 Paso de rosca L ⌀ D s □ ⌀ de agujero
para roscar para roscar
Macho de roscar a Macho de roscar a
máquina máquina
Sin revestimiento mm mm mm mm mm Sin revestimiento mm mm mm mm mm
M2 30,38 0,4 45 2,8 2,1 1,6 M6 20,80 1 80 6 4,9 5
M2,5 25,37 0,45 50 2,8 2,1 2,05 M8 26,70 1,25 90 8 6,2 6,8
M3 20,80 0,5 56 3,5 2,7 2,5 M10 32,45 1,5 100 10 8 8,5
M3,5 22,71 0,6 56 4 3 2,9 M12 44,40 1,75 110 9 7 10,2
M4 20,80 0,7 63 4,5 3,4 3,3 M16 66,37 2 110 12 9 14
M5 20,80 0,8 70 6 4,9 4,2 M20 106,20 2,5 140 16 12 17,5
M 60° HSS DIN ISO 2 B h9 DIN DIN
E 13 6H 4 ≤2×D 371 376
13 Machos para roscar a máquina para agujero pasante ≤ M10 ≥ M12
con dientes alternos
Con entrada corregida.
Un diente de cada dos de la rosca de guía sobresale; por tanto, se precisa un par más reducido y
una mejor distribución de lubricante.
Ventaja: Perfectamente aplicable para piezas de trabajo de pared fina. Gracias a 13 1900
la reducción de la resistencia de rozamiento no se producen deformaciones de
material.
Recomendación: En materiales TOOLOX, recomendamos aumentar el ⌀ del agujero para L
roscar en 0,05 hasta 0,3 mm a diferencia de los datos DIN (ver tabla).
D
DS
Adecuado
para/
v [m/min]
c
Código ISO N N N P P P P P H H H H H H M M S N
13 1900 13 13 15 15 15 6 3 13 ● ○
M 11H 13 1900 Paso de rosca L ⌀ D s □ ⌀ de agujero para roscar
Macho de roscar a máquina
con dientes sobresalientes mm mm mm mm mm
M3 60,47 0,5 56 3,5 2,7 2,5
M4 60,47 ■ 0,7 63 4,5 3,4 3,3
M5 56,50 ■ 0,8 70 6 4,9 4,2
M6 57,23 ■ 1 80 6 4,9 5
M8 62,54 1,25 90 8 6,2 6,8
M10 76,11 1,5 100 10 8 8,5
M12 108,26 1,75 110 9 7 10,2
M16 165,49 2 110 12 9 14
M20 241,46 2,5 140 16 12 17,5
248