
Page 305 - ISCAR(MILLINGCATALOG 38_2021)
P. 305
DHUB
DCONMS
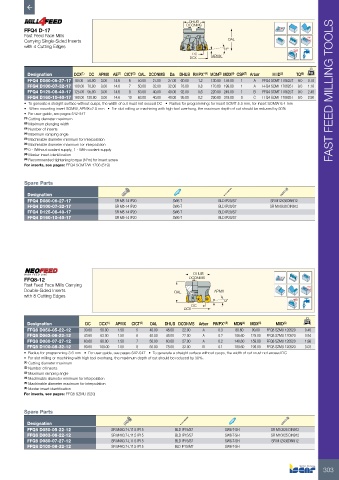
FFQ4 D-17
Fast Feed Face Mills Rd°
Carrying Single-Sided Inserts OAL
with 4 Cutting Edges
14°
DC
DCX APMX
Designation DCX (1) DC APMX AE (2) CICT (3) OAL DCONMS Da DHUB RMPX° (4) MDN (5) MDX (6) CSP (7) Arbor MIID (8) TQ (9) kg
FFQ4 D080-06-27-17 80.00 50.80 3.00 14.6 6 50.00 27.00 27.00 60.00 1.2 130.80 159.00 1 A FFQ4 SOMT 170625T 9.0 0.78
FFQ4 D100-07-32-17 100.00 70.80 3.00 14.6 7 50.00 32.00 32.00 78.00 0.8 170.80 199.00 1 A FFQ4 SOMT 170625T 9.0 1.18
FFQ4 D125-08-40-17 125.00 95.80 3.00 14.6 8 63.00 40.00 40.00 92.00 0.6 220.80 249.00 1 B FFQ4 SOMT 170625T 9.0 2.48 FAST FEED MILLING TOOLS
FFQ4 D160-10-40-17 160.00 130.80 3.00 14.6 10 63.00 40.00 40.00 95.00 0.2 290.80 319.00 0 C FFQ4 SOMT 170625T 9.0 2.90
• To generate a straight surface without cusps, the width of cut must not exceed DC • Radius for programming: for insert SOMT 5.5 mm, for insert SOMW 6.4 mm
• When mounting insert SOMW, APMX=2.5 mm • For slot milling or machining with high tool overhang, the maximum depth of cut should be reduced by 50%
• For user guide, see pages 542-547
(1) Cutting diameter maximum
(2) Maximum plunging width
(3) Number of inserts
(4) Maximum ramping angle
(5) Machinable diameter minimum for interpolation
(6) Machinable diameter maximum for interpolation
(7) 0 - Without coolant supply, 1 - With coolant supply
(8) Master insert identification
(9) Recommended tightening torque (N*m) for insert screw
For inserts, see pages: FFQ4 SOMT/W 1706 (519)
Spare Parts
Designation
FFQ4 D080-06-27-17 SR M5-14 IP20 SW6-T BLD IP20/S7 SR M12X30DIN912
FFQ4 D100-07-32-17 SR M5-14 IP20 SW6-T BLD IP20/S7 SR M16X30 DIN912
FFQ4 D125-08-40-17 SR M5-14 IP20 SW6-T BLD IP20/S7
FFQ4 D160-10-40-17 SR M5-14 IP20 SW6-T BLD IP20/S7
DHUB
FFQ8-12 DCONMS
Fast Feed Face Mills Carrying Rd°
Double-Sided Inserts OAL APMX
with 8 Cutting Edges
12˚
DC
DCX
Designation DC DCX (1) APMX CICT (2) OAL DHUB DCONMS Arbor RMPX° (3) MDN (4) MDX (5) MIID (6) kg
FFQ8 D050-05-22-12 30.60 50.00 1.50 5 40.00 48.00 22.00 A 0.3 80.60 99.00 FFQ8 SZMU 120520 0.46
FFQ8 D063-06-22-12 43.60 63.00 1.50 6 40.00 48.00 22.00 A 0.2 106.60 125.00 FFQ8 SZMU 120520 0.94
FFQ8 D080-07-27-12 60.60 80.00 1.50 7 50.00 60.00 27.00 A 0.2 140.60 159.00 FFQ8 SZMU 120520 1.98
FFQ8 D100-08-32-12 80.60 100.00 1.50 8 50.00 78.00 32.00 B 0.1 180.60 199.00 FFQ8 SZMU 120520 3.03
• Radius for programming 3.6 mm • For user guide, see pages 542-547 • To generate a straight surface without cusps, the width of cut must not exceed DC
• For slot milling or machining with high tool overhang, the maximum depth of cut should be reduced by 30%.
(1) Cutting diameter maximum
(2) Number of inserts
(3) Maximum ramping angle
(4) Machinable diameter minimum for interpolation
(5) Machinable diameter maximum for interpolation
(6) Master insert identification
For inserts, see pages: FFQ8 SZMU (520)
Spare Parts
Designation
FFQ8 D050-05-22-12 SR M4X0.7-L11.5 IP15 BLD IP15/S7 SW6-T-SH SR M10X25 DIN912
FFQ8 D063-06-22-12 SR M4X0.7-L11.5 IP15 BLD IP15/S7 SW6-T-SH SR M10X25 DIN912
FFQ8 D080-07-27-12 SR M4X0.7-L11.5 IP15 BLD IP15/S7 SW6-T-SH SR M12X30DIN912
FFQ8 D100-08-32-12 SR M4X0.7-L11.5 IP15 BLD IP15/M7 SW6-T-SH
303