
Page 301 - ISCAR(MILLINGCATALOG 38_2021)
P. 301
DRVS THSZMS
DC DCONMS
DCX
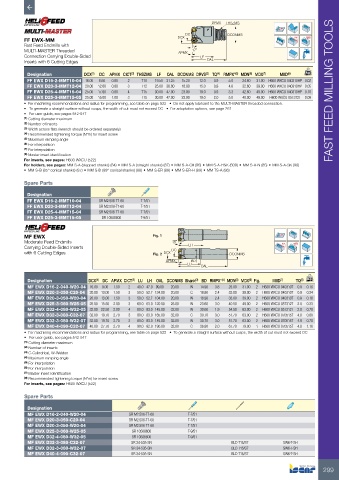
FF EWX-MM Rd°
Fast Feed Endmills with
MULTI-MASTER Threaded APMX 17˚
Connection Carrying Double-Sided LF
Inserts with 6 Cutting Edges OAL
Designation DCX (1) DC APMX CICT (2) THSZMS LF OAL DCONMS DRVS (3) TQ (4) RMPX° (5) MDN (6) MDX (7) MIID (8) kg
FF EWX D16-2-MMT10-04 16.00 8.60 0.80 2 T10 19.50 31.25 15.20 12.0 0.9 5.0 24.60 31.00 H600 WXCU 040310HP 0.02
FF EWX D20-3-MMT12-04 20.00 12.60 0.80 3 T12 25.00 38.80 18.80 15.0 0.9 4.8 32.60 39.00 H600 WXCU 040310HP 0.05
FF EWX D25-4-MMT15-04 25.00 17.60 0.80 4 T15 30.00 47.00 23.90 19.0 0.9 3.3 42.60 49.00 H600 WXCU 040310HP 0.10 FAST FEED MILLING TOOLS
FF EWX D25-3-MMT15-05 25.00 15.00 1.00 3 T15 30.00 47.00 23.90 19.0 2.0 5.0 40.00 49.00 H600 WXCU 05T312T 0.09
• For machining recommendations and radius for programming, see table on page 522 • Do not apply lubricant to the MULTI-MASTER threaded connection.
• To generate a straight surface without cusps, the width of cut must not exceed DC • For adaptation options, see page 261
• For user guide, see pages 542-547
(1) Cutting diameter maximum
(2) Number of inserts
(3) Width across flats (wrench should be ordered separately)
(4) Recommended tightening torque (N*m) for insert screw
(5) Maximum ramping angle
(6) For interpolation
(7) For interpolation
(8) Master insert identification
For inserts, see pages: H600 WXCU (522)
For holders, see pages: MM S-A (stepped shanks) (84) • MM S-A (straight shanks) (87) • MM S-A-C# (86) • MM S-A-HSK (609) • MM S-A-N (85) • MM S-A-SK (90)
• MM S-B (85° conical shanks) (87) • MM S-D (89° conical shanks) (88) • MM S-ER (89) • MM S-ER-H (89) • MM TS-A (86)
Spare Parts
Designation
FF EWX D16-2-MMT10-04 SR M2.5X6-T7-60 T-7/51
FF EWX D20-3-MMT12-04 SR M2.5X6-T7-60 T-7/51
FF EWX D25-4-MMT15-04 SR M2.5X6-T7-60 T-7/51
FF EWX D25-3-MMT15-05 SR 10508600 T-9/51
MF EWX Fig. 1
Moderate Feed Endmills 30° Rd°
Carrying Double-Sided Inserts DC LH
with 6 Cutting Edges Fig. 2 DCX DCONMS
APMX BD
LU
OAL
Designation DCX (1) DC APMX CICT (2) LU LH OAL DCONMS Shank (3) BD RMPX° (4) MDN (5) MDX (6) Fig. MIID (7) TQ (8) kg
MF EWX D16-2-040-W20-04 16.00 9.00 1.50 2 40.0 47.0 99.00 20.00 W 14.90 3.8 25.00 31.00 2 H600 WXCU 040310T 0.9 0.16
MF EWX D20-3-050-C20-04 20.00 13.00 1.50 3 50.0 52.7 134.00 20.00 C 18.90 2.4 33.00 39.00 2 H600 WXCU 040310T 0.9 0.24
MF EWX D20-3-050-W20-04 20.00 13.00 1.50 3 50.0 52.7 104.00 20.00 W 18.90 2.4 33.00 39.00 2 H600 WXCU 040310T 0.9 0.18
MF EWX D25-3-060-W25-05 25.00 15.50 2.00 3 60.0 63.0 120.00 25.00 W 23.60 3.0 40.50 49.00 2 H600 WXCU 05T312T 2.0 0.33
MF EWX D32-4-080-W32-05 32.00 22.50 2.00 4 80.0 83.0 145.00 32.00 W 30.60 1.9 54.50 63.00 2 H600 WXCU 05T312T 2.0 0.70
MF EWX D32-3-080-C32-07 32.00 19.70 2.70 3 80.0 83.0 165.00 32.00 C 30.70 3.0 51.70 63.00 2 H600 WXCU 070515T 4.8 0.80
MF EWX D32-3-080-W32-07 32.00 19.70 2.70 3 80.0 83.0 145.00 32.00 W 30.70 3.0 51.70 63.00 2 H600 WXCU 070515T 4.8 0.70
MF EWX D40-4-090-C32-07 40.00 27.70 2.70 4 90.0 92.0 190.00 32.00 C 36.80 2.0 67.70 79.00 1 H600 WXCU 070515T 4.8 1.16
• For machining recommendations and radius for programming, see table on page 522 • To generate a straight surface without cusps, the width of cut must not exceed DC
• For user guide, see pages 542-547
(1) Cutting diameter maximum
(2) Number of inserts
(3) C-Cylindrical, W-Weldon
(4) Maximum ramping angle
(5) For interpolation
(6) For interpolation
(7) Master insert identification
(8) Recommended tightening torque (N*m) for insert screw
For inserts, see pages: H600 WXCU (522)
Spare Parts
Designation
MF EWX D16-2-040-W20-04 SR M2.5X6-T7-60 T-7/51
MF EWX D20-3-050-C20-04 SR M2.5X6-T7-60 T-7/51
MF EWX D20-3-050-W20-04 SR M2.5X6-T7-60 T-7/51
MF EWX D25-3-060-W25-05 SR 10508600 T-9/51
MF EWX D32-4-080-W32-05 SR 10508600 T-9/51
MF EWX D32-3-080-C32-07 SR 34-535-SN BLD T15/S7 SW6-T-SH
MF EWX D32-3-080-W32-07 SR 34-535-SN BLD T15/S7 SW6-T-SH
MF EWX D40-4-090-C32-07 SR 34-535-SN BLD T15/S7 SW6-T-SH
299