
Page 339 - ISCAR(MILLINGCATALOG 38_2021)
P. 339
USER GUIDE
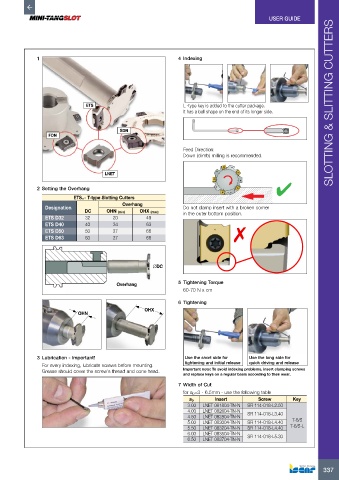
1 4 Indexing
ETS L -type key is added to the cutter package. SLOTTING & SLITTING CUTTERS
It has a ball shape on the end of its longer side.
SDN
FDN
Feed Direction:
Down (climb) milling is recommended.
LNET
✔
2 Setting the Overhang
ETS..- T-type Slotting Cutters
Overhang
Designation Do not clamp insert with a broken corner
DC OHN (min) OHX (max) in the outer bottom position.
ETS D32 32 20 49
ETS D40 40 34 63
ETS D50 50 27 66 ✗
ETS D63 63 27 66
∅DC
Overhang 5 Tightening Torque
60-70 N x cm
6 Tightening
OHX
OHN
3 Lubrication - Important! Use the short side for Use the long side for
For every indexing, lubricate screws before mounting. tightening and initial release quick driving and release
Grease should cover the screw’s thread and cone head. Important note: To avoid indexing problems, insert clamping screws
and replace keys on a regular basis according to their wear.
7 Width of Cut
for ap=3 - 6.5mm - use the following table
ap Insert Screw Key
3.00 LNET 081804-TN-N SR 114-018-L2.50
4.00 LNET 082604-TN-N SR 114-018-L3.40
4.50 LNET 082804-TN-N
5.00 LNET 083004-TN-N SR 114-018-L4.40 T-6/5
5.50 LNET 083204-TN-N SR 114-018-L4.40 T-6/5-L
6.00 LNET 083504-TN-N SR 114-018-L5.30
6.50 LNET 083704-TN-N
337