
Page 346 - ISCAR(MILLINGCATALOG 38_2021)
P. 346
USER GUIDE
SLOTTING & SLITTING CUTTERS
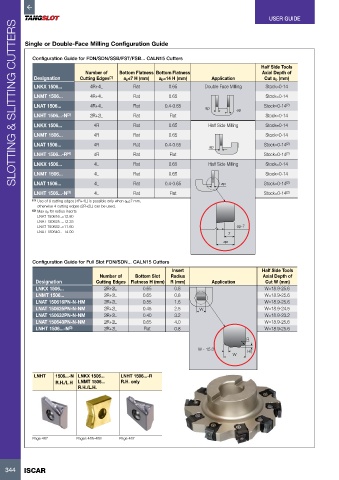
Single or Double-Face Milling Configuration Guide
Configuration Guide for FDN/SDN/SSB/FST/FSB... CALN15 Cutters
Half Side Tools
Number of Bottom Flatness Bottom Flatness Axial Depth of
Designation Cutting Edges (1) ap≤7 H (mm) ap=14 H (mm) Application Cut ap (mm)
LNKX 1506... 4R+4L Flat 0.65 Double Face MIlling Stock=0-14
LNMT 1506... 4R+4L Flat 0.65 Stock=0-14
LNAT 1506... 4R+4L Flat 0.4-0.65 ap ap Stock=0-14 (2)
LNHT 1506...-N (3) 2R+2L Flat Flat Stock=0-14
LNKX 1506... 4R Flat 0.65 Half Side Milling Stock=0-14
LNMT 1506... 4R Flat 0.65 Stock=0-14
LNAT 1506... 4R Flat 0.4-0.65 ap Stock=0-14 (2)
LNHT 1506...-R (4) 4R Flat Flat Stock=0-14 (2)
LNKX 1506... 4L Flat 0.65 Half Side Milling Stock=0-14
LNMT 1506... 4L Flat 0.65 Stock=0-14
LNAT 1506... 4L Flat 0.4-0.65 ap Stock=0-14 (2)
LNHT 1506...-N (3) 4L Flat Flat Stock=0-14 (2)
(1) Use of 8 cutting edges (4R+4L) is possible only when ap≤7 mm,
otherwise 4 cutting edges (2R+2L) can be used.
(2) Max ap for radius inserts
LNAT 150616..=12.80
LNAT 150625..=12.25
LNAT 150632..=11.60 ap-7
LNAT 150640..=14.00 7
ap
Configuration Guide for Full Slot FDN/SDN... CALN15 Cutters
Insert Half Side Tools
Number of Bottom Slot Radius Axial Depth of
Designation Cutting Edges Flatness H (mm) R (mm) Application Cut W (mm)
LNKX 1506... 2R+2L 0.65 0.8 W=18.9-25.6
LNMT 1506... 2R+2L 0.65 0.8 W=18.9-25.6
LNAT 150616PN-N-HM 2R+2L 0.55 1.6 W=18.9-25.6
LNAT 150625PN-N-NM 2R+2L 0.45 2.5 W W=18.9-24.5
LNAT 150632PN-N-NM 2R+2L 0.40 3.2 W=18.9-23.2
LNAT 150640PN-N-NM 2R+2L 0.65 4.0 W=18.9-25.6
LNHT 1506...-N (3) 2R+2L Flat 0.8 W=18.9-25.6
R
WÊ-Ê15.0 H
W
LNHT 1506...-N LNKX 1506... LNHT 1506...-R
R.H./L.H LNMT 1506... R.H. only
R.H./L.H.
Page 487 Pages 486-488 Page 487
344 ISCAR