
Page 494 - ISCAR(MILLINGCATALOG 38_2021)
P. 494
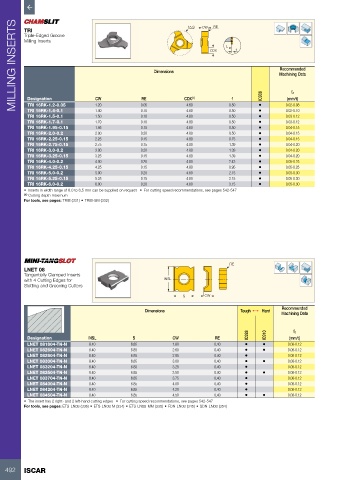
MILLING INSERTS TRI Dimensions 15.9 d CW CDX H L f D Recommended
RE
Triple-Edged Groove
Milling Inserts
Machining Data
fz
RE
Designation
f
(mm/t)
TRI 16RK-1.2-0.05
4.60
1.20
•
TRI 16RK-1.4-0.1
0.50
1.40
4.80
0.02-0.10
0.10
•
4.80
0.03-0.12
1.50
0.10
0.50
TRI 16RK-1.5-0.1 CW 0.05 CDX (1) 0.50 • IC908 0.02-0.08
TRI 16RK-1.7-0.1 1.70 0.10 4.80 0.50 • 0.03-0.12
TRI 16RK-1.95-0.15 1.95 0.15 4.80 0.50 • 0.04-0.15
TRI 16RK-2.0-0.2 2.00 0.20 4.80 0.50 • 0.04-0.15
TRI 16RK-2.25-0.15 2.25 0.15 4.80 0.75 • 0.04-0.15
TRI 16RK-2.75-0.15 2.75 0.15 4.80 1.39 • 0.04-0.20
TRI 16RK-3.0-0.2 3.00 0.20 4.80 1.39 • 0.04-0.20
TRI 16RK-3.25-0.15 3.25 0.15 4.80 1.39 • 0.04-0.20
TRI 16RK-4.0-0.2 4.00 0.20 4.80 2.43 • 0.05-0.25
TRI 16RK-4.25-0.15 4.25 0.15 4.80 0.95 • 0.05-0.25
TRI 16RK-5.0-0.2 5.00 0.20 4.80 2.15 • 0.05-0.30
TRI 16RK-5.25-0.15 5.25 0.15 4.80 2.15 • 0.05-0.30
TRI 16RK-6.0-0.2 6.00 0.20 4.80 3.15 • 0.05-0.30
• Inserts in width range of 6.0 to 6.5 mm can be supplied on request • For cutting speed recommendations, see pages 542-547
(1) Cutting depth maximum
For tools, see pages: TRIB (331) • TRIB-SM (332)
RE
LNET 08
Tangentially Clamped Inserts
with 4 Cutting Edges for INSL
Slotting and Grooving Cutters
S CW
Recommended
Dimensions Tough 1 Hard
Machining Data
IC928 IC910 fz
Designation INSL S CW RE (mm/t)
LNET 081804-TN-N 8.40 6.85 1.80 0.40 • • 0.08-0.12
LNET 082604-TN-N 8.40 6.85 2.60 0.40 • • 0.08-0.12
LNET 082804-TN-N 8.40 6.85 2.85 0.40 • 0.08-0.12
LNET 083004-TN-N 8.40 6.85 3.00 0.40 • • 0.08-0.12
LNET 083204-TN-N 8.40 6.85 3.25 0.40 • 0.08-0.12
LNET 083504-TN-N 8.40 6.85 3.50 0.40 • • 0.08-0.12
LNET 083704-TN-N 8.40 6.85 3.75 0.40 • 0.08-0.12
LNET 084004-TN-N 8.40 6.85 4.00 0.40 • 0.08-0.12
LNET 084204-TN-N 8.40 6.85 4.20 0.40 • 0.08-0.12
LNET 084504-TN-N 8.40 6.85 4.50 0.40 • • 0.08-0.12
• The insert has 2 right- and 2 left-hand cutting edges • For cutting speed recommendations, see pages 542-547
For tools, see pages: ETS-LN08 (336) • ETS-LN08-M (334) • ETS-LN08-MM (335) • FDN-LN08 (345) • SDN-LN08 (354)
492 ISCAR